金刚石木工刀具结构设计及原则

(1)刀具直径、齿数的设计原则一般而言,切削速度达到5000m/min以上,金刚石成型铣刀刀具直径、齿数的取值范围为式中,V为切削速度,N为主轴转速。取N=6000r/...
压电测量技术对切削过程进行可靠监控



切削过程通常极其多样化,因此很难进行可靠监控。微加工过程尤其如此——事实上,这类过程几乎不可能监控。要解决这一问题,需要使用奇石乐的压电式力传感器。凭借自身宽广的量程,...
PCD金刚石木工刀具电火花制造加工流程


精度控制最为关键的一步就是金刚石刃口的成型加工,一般采用电火花成型加工工艺。成型加工是通过电极形状的“复制”,形成刀具刃口的形状。它直接关系到PCD刀具的廓形精度、表面...
外圆车削、端面车削、内孔车削,刀具选用指南!
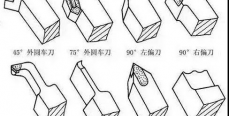
(一)外圆车削普通外圆车削是对零件的外圆表面进行加工,获得所需尺寸形位精度及表面质量。普通外圆车刀按照刀具主偏角分为95°、90°、75°、60°、45°等,90°、9...
新型高速五轴联动叶轮加工机床大件结构设计
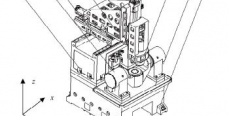
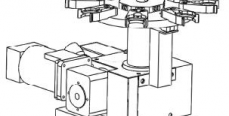
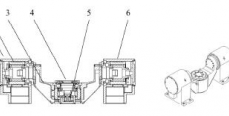
摘要:针对叶轮加工,重点讨论了五轴加工中心的设计机理和结构及提高机床刚度、加工速度和精度,特别是对机床的整体布局、刀库、回转台和机床床身结构进行了分析,在满足机床床身刚...

常用车刀的种类和材料与主要角度及作用
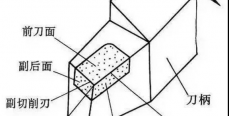
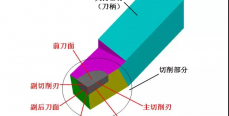
1、常用车刀的分类车刀按加工过程中的用途不同,通常把车刀分为外圆车刀、端面车刀、切断刀、内孔车刀、成形车刀和螺纹车刀。 车刀按用途可分外圆车刀,端面车刀,切断刀,镗孔...
单晶金刚石车刀在超精密单点切削中的磨损分析
在单点金刚石超精密切削中,刀具的磨损首先改变了刀具原有的几何尺寸精度和刃口半径及完整性,相应也就会影响到被加工表...
您知道高速干切技术吗?
在切削过程中使用切削液,虽优点众多,但一方面造成了资源和能源的巨大浪费(据德国公司的统计资料,切削液使用费用占总制造成本的16%,而切削刀具费用仅占总制造成本的3%~4...
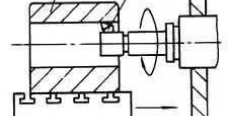
达到以铣(车)代磨效果的“高光切削”



近年来,随着高性能、高精度CNC机床的发展和性能优异的金属切削刀具的出现,CNC高光加工已有了很大的突破,以铣(车)代磨成为可能,已经成为机械加工行业相继追寻的目标。C...

通过车削,铣削,刨削,磨削,钻孔和镗削可以达到的最高加工精度是多少?
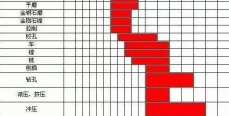
加工精度主要用于表征生产产品的精细程度,是评价加工表面几何参数的术语。加工精度用公差等级衡量,等级值越小,其精度越高。公差等级从IT01,IT0,IT1,IT2,IT3...


Fe基非晶态合金切削性实验研究
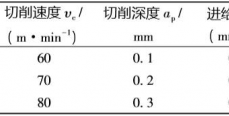


编者按:通过与45钢对比,分析了Fe基非晶合金在不同切削速度和切削深度的交互作用对主切削力和切削合力的影响,结果表明:在相同切削参数下,Fe基非晶合金主切削力小于45钢...

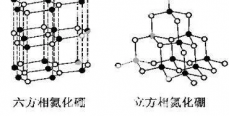
金刚石铰刀和立方氮化硼铰刀的使用注意事项


金刚石铰刀,是一种特殊形式的铰刀,是人造的金刚石颗粒和基体,通过电镀工艺加工制作而成。相同工艺制作的还有立方氮化硼铰刀,金刚石和立方氮化硼都称为超硬材料,但是其应用有较...
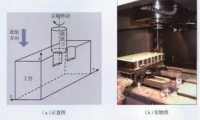
立方氮化硼刀具在传动箱体铣削加工中的应用

高速切削技术在机械加工制造中的应用已越来越广泛。结合工厂实际加工情况,对现有切削刀具及其切削参数进行统计分析,了解国内外高速切削方面的应用情况,通过新技术和新材料的应用...

立方氮化硼刀具在耐磨铸件加工中的应用
摘要:本文简述了立方氮化硼刀具的特点,介绍了其在磨煤机磨辊耐磨件加工中的应用实例,证明了立方氮化硼刀具的优良加工...
名企品牌推荐
最新入驻企业
立即免费入驻- 沃德超硬:新工厂、新起点,高标准、... 01-21
- 呼之欲出的超硬材料智慧谷——天宝桓... 12-04
- 美畅股份:拟728万元收购美畅金刚... 12-04
- 惠丰钻石招募令——邀您共创美好未来... 11-22
- 黄河旋风出资5000万元成立河南集... 09-30
- 奔朗新材长期坚持现金分红,荣获“杰... 09-12
- 富栊新材十年磨一剑,又一颠覆性专利... 09-12
- 凯纳精密总经理张奎:自主创新是企业... 09-06
- 奔朗新材:多措并举提质增效,202... 08-29
- 河南神州灵山年产5亿克拉金刚石建设... 08-29