气缸套是一个圆筒形零件,置于机体的气缸体孔中,上由气缸盖压紧固定。气缸套内表受高温高压燃气直接作用,并始终与活塞环及活塞裙部发生高速滑动摩擦,因此气缸套需要足够的强度、刚度和耐热性能,还应具有较好的耐磨性能,常见的气缸套材质有球墨铸铁、高磷铸铁和合金铸铁。而且耐磨铸铁在加工过程中对其要求较高,如何选择刀具材质加工气缸套也是制造商需要关注的话题,本文就重点介绍了气缸体的基础知识。,同时介绍了立方氮化硼(CBN)刀具的优势。
一、气缸套的分类
按照最终用途分为:乘用车气缸套、商用车气缸套、工程机械气缸套、农业机械气缸套、船用发动机及发电机组气缸套等。
按照外表面是否与液体直接接触分为:湿式气缸套、干式气缸套。
按照与缸体的配合方式分为:装配式、铸入式、压入式。
按缸套缸径分为:大、中、小口径,大口径为130mm 以上,中小口径为36mm-130mm。
二、对气缸套的性能要求
气缸套应有足够的强度、刚度和耐热性能,还应具有较好的耐磨性能。工作中应有良好润滑和冷却。
缸套内表硬度通常要求大于HB200,且与活塞环硬度有良好匹配。内表面还应有适当的粗糙度,使其具有一定贮油能力和磨合性能。内表面应有足够的圆度和圆柱度精度,安装支承面对内孔中心应有较高的位置精度。
三、气缸套常用材质
缸套一般采用含磷或含硼的耐磨合金铸铁作材料,如球墨铸铁、高磷铸铁和合金铸铁。
球墨铸铁气缸套
球墨铸铁具有致密强韧的珠光体基体和球状分布的石墨,强度比普通铸铁高一倍;抗穴蚀性和耐磨新也都比普通铸铁好。其缺点是铸造工艺比普通铸铁复杂,成本较高。
高磷铸铁气缸套
一般铸铁中添加磷的成分达到0.3-0.8%时成为高磷铸铁,具备良好的耐磨性。其耐磨性与球墨铸铁气缸套向接近,但工艺性比球模型铸铁好,省工时,而且磷还可以改变耐腐蚀性能。高磷铸铁的缺点是:由于含磷量增多,材质变脆,而且容易产生缩孔,造成废品。
合金铸铁气缸套
在铸铁中添加镍、铬、铜等合金元素后得到的各种合金铸铁。添加合金元素可以使材质组织均匀,珠光体致密,或促进高硬度的碳化物形成,进一步提高强度、耐磨性和耐腐蚀性。合金铸铁缺点是要消耗贵重金属,熔炼铸造工艺复杂,加工较困难,成本也高。
此外,制造气缸套材料还有:含硼铸铁、稀土钙铸铁、钛钒铸铁、磷钒铸铁以及奥式铸铁等,在一些强化的内燃机中,还采用氮化钢来制造气缸套。因为氮化钢的耐热性和耐腐蚀性都很好。在500℃时,氮化层的硬度下降很少,可以保证在工作温度下的耐磨性。
为了提高耐磨性、耐腐蚀性,还可以采用镀铬、淬硬、喷镀金属钼或其他耐磨性合金等表面的处理的方法。
气缸套的材料和表面处理方式,要根据内燃机的具体用途、强化程度、使用寿命和制造成本等要求来选择。
例如在使用中以磨料磨损为主的拖拉机、工程机械的内燃机气缸套,多数采用球墨铸铁、高磷铸铁或者合金铸铁等来制造;对于使用中以磨料磨损为主,同时又兼优腐蚀磨损的农用内燃机的气缸套,有时采用奥式铸铁;而磨料磨损比较严重,同时产生熔着磨损倾向又较大的车用强化内燃机,特别是坦克内燃机的气缸套则多采用钢来制造,并对其镜面氮化或镀铬。
四、气缸套的加工工艺
1、干式气缸套
铸造毛坯—粗车—粗镗—车工艺外圆—精镗—半精车—精车—粗珩—车端面及外圆—粗磨外圆—精磨外圆—精珩
2、湿式气缸套
铸造毛坯—粗车—粗镗—车工艺外圆—精镗—精车水档—切槽—粗珩—精细车—精珩
五、气缸套加工刀具
气缸套目前大多采用硼铸铁、合金铸铁等耐磨铸铁,由于这些铸铁都有很高的硬质点,因此对刀具磨损较大。用硬质合金刀具切削时,切削速度较低,刀具磨损快,难以提高工作效率和机床效率,有些材料也难以磨削。
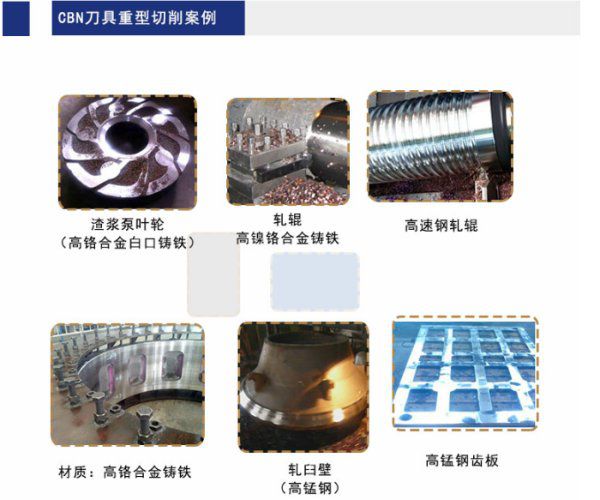
立方氮化硼(CBN)刀具作为一种新型超硬材料刀具,使机械切削加工技术发生了革命性变化,尤其目前应用较为广泛的BN-S300材质和BNK30材质,为耐磨铸铁等难加工材料提供了经济而高效的切削手段。大量事实证明,CBN刀具符合当今刀具发展的方向—提高寿命、提高切削效率、降低加工成本、保证高精度和低粗糙度、满足难加工材料加工要求。

六、立方氮化硼(CBN)刀适合加工气缸套哪些部位:
1、以车代磨,高速切削湿式缸套上下腰带;
2、高速切削缸套外圆、水套壁、封水槽、倒角、平端面;
3、精加工干式缸套外圆,减少无心磨磨削加工余量及加工工序。

七、CBN刀具BNK30材质加工硼铸铁缸套案例

八、总结
随着缸套行业技术革新和技术改造的推进,数控机床的逐步普及,对缸套加工质量和加工效率要求的提高,CBN刀具在缸套行业必将得到广泛地应用,为提高我国缸套加工的技术水平、改善加工工艺,提高产品质量和加工效率、降低成本、增加企业经济效益作出较大的贡献。