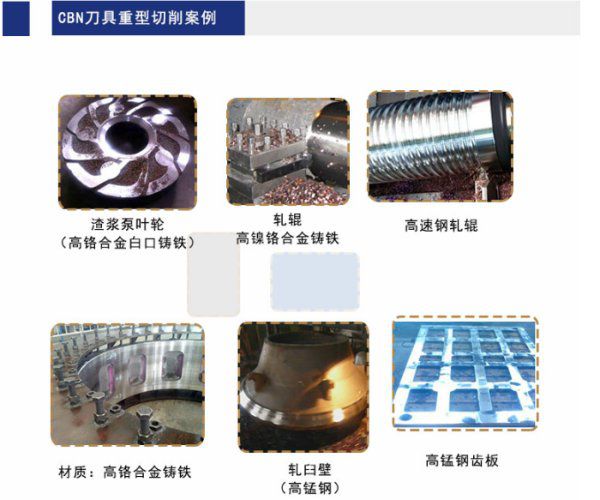
摘要 CBN是在高温高压下合成的,其硬度仅次于金刚石,而且热稳定性远高于金刚石,化学稳定性好,和铁系金属元素在1200~1300℃时也不发生化学反应,因此CBN刀具主要应用于黑色金属材料...
CBN是在高温高压下合成的,其硬度仅次于金刚石,而且热稳定性远高于金刚石,化学稳定性好,和铁系金属元素在1200~1300℃时也不发生化学反应,因此CBN刀具主要应用于黑色金属材料,如铸铁/钢的高硬度难加工材料领域。
CBN刀具在加工过程中,根据加工工况可分为连续切削和断续切削,根据工况不同,其CBN刀具的换刀因素也不同,如连续切削中常见的换刀形式是磨损,而断续切削中常见的换刀形式有崩刃,裂纹等。下面小编就着重介绍一下CBN刀具断续切削时的换刀形式。
1.崩刃(如图下)
这是CBN刀具断续切削钢和铸铁时常见的一种破损形式。它是在切削刃上产生的小缺口,刀刃上几个小缺口或被崩掉一小块。一般缺口尺寸与进给量相当或者稍大一些。如微崩刃的刀具在允许的磨损限度内还能继续切削,超差则需要更换。

2.剥落
端铣钢和铸铁时,在前刀面上常出现贝壳状的剥落。CBN刀具端铣淬硬钢(HRC58-65)时,前刀面上产生的较大面积的贝壳状剥落,出现此类磨损,可通过提高切削速度、降低进给量、使用有负倒棱,刃口经过钝化处理的刀片。
3.碎断
CBN刀具连续切削高硬度材料或者断续切削工件时常发生的破损形式,这是由于断续切削高硬度工件时冲击载荷过大、短时间切削后即发生的早期破损,虽然切削条件适当,但切削较长时间后,没有及时换刀,由于刀具材料疲劳就发生了这种大块的断裂。
4.裂纹(如下图)
CBN刀具在较长时间的断续切削后,有因机械冲击而引起的平行于切削刃的机械疲劳裂纹,也有因热冲击而引起的垂直于或倾斜于切削刃的裂纹。当这些裂纹不断扩展合并后,就引起刀刃碎裂或断裂。