CBN立方氮化硼刀片定义
立方氮化硼,是目前自然界中已知的第二硬材料,其硬度仅次于金刚石,是硬车削黑色金属的理想刀具材料。

20世纪70年代,人们用立方氮化硼微粉材料和少量的结合剂,在高温高压下合成了CBN立方氮化硼刀片,由于其良好的加工性能,逐渐成为了高硬度难加工材料的首选刀具之一。
CBN立方氮化硼刀片性能特点
CBN立方氮化硼刀片的突出优点就是硬度高、红硬性好,因此有着普通刀具所不具备的特点。
(1)硬度高,耐磨性好。CBN立方氮化硼刀片的硬度仅次于金刚石,与PCD刀具统称为超硬刀具。CBN立方氮化硼刀片适合加工原来只能磨削的高硬度黑色金属材料,可以获得较好的表面质量。
(2)热稳定性好。CBN立方氮化硼刀片的耐热性可达1400~1500℃,比金刚石的耐热性高出一倍,是刀具中耐热最好的,因此可用来高速车削。
(3)化学稳定性好。CBN立方氮化硼刀片惰性高,与铁系材料在1200~1300℃也不会发生化学反应,高温切削时不会出现急剧磨损现象。
(4)热导性好。CBN立方氮化硼刀片的热导性好,大大高于高速钢和硬质合金,并且随着切削速度的提高,导热系数也会随之增加,有利于降低切削区温度,减少扩散磨损。
(5)摩擦系数低。CBN立方氮化硼刀片的摩擦系数较低,切削时产生的切削力小,可有效提高表面质量。
CBN立方氮化硼刀片种类和型号
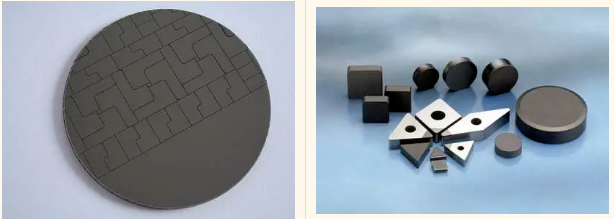
根据刀片结构的不同,博特CBN立方氮化硼刀片可分为整体聚晶立方氮化硼刀片和焊接立方氮化硼刀片。

整体聚晶立方氮化硼刀片,通体都是立方氮化硼烧结而成,属于机夹可转位刀片,切削刃多,抗弯强度大,可承受大切深高速切削。常见型号包括:SNGN、RNGN、RCGX、RCGV、CNGN、SCGN等。

焊接立方氮化硼刀片,只有刀尖部分是立方氮化硼材料,中间基体是硬质合金材料,有中心孔定位,可替代涂层刀片,适合<2mm加工工况。常见型号包括:CNGA、SNGA、VNGA、TNGA、WNGA、DNGA等。
CBN立方氮化硼刀片可加工材料
一般来说,在车削加工金属材质工件时,所使用刀具材料的硬度要大于工件硬度的4倍以上,这就导致在切削硬度大于HRC45以上金属时成为一个难题,CBN立方氮化硼刀片恰好解决了此类问题。
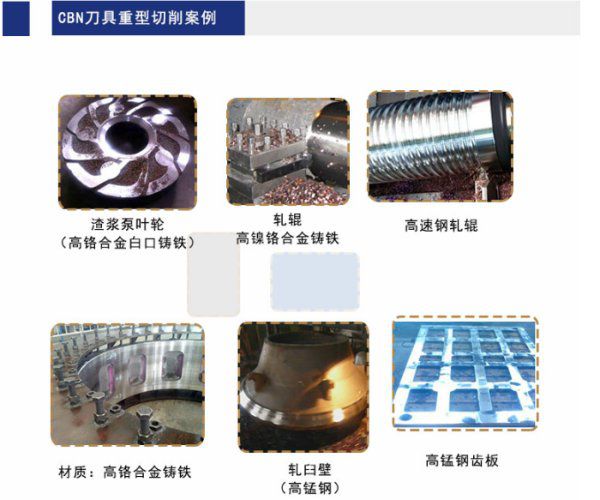
(1)灰铸铁。硬度较低,具有良好的减震性和耐磨性,对刀片耐磨性要求较高,CBN立方氮化硼刀片的耐磨性强,可实现灰铸铁类材质工件的高速车削,提升加工效率。
(2)高硬度铸铁。如高铬铸铁、球墨铸铁、冷硬铸铁、高镍铬铸铁等,使用CBN立方氮化硼刀片可直接大余量车削,不会出现剧烈磨损或崩刀现象。

(3)淬火硬钢。经过淬火后硬度变高的钢件,一般硬度>HRC50以上,可使用CBN立方氮化硼刀片硬车削,实现以车代磨效果。加工余量小于0.5mm时推荐使用焊接立方氮化硼刀片,加工余量大于2mm时推荐使用整体立方氮化硼刀片。
CBN立方氮化硼刀片典型厂家
国外以山特维克、肯纳、山高等为代表,国内以郑州博特为代表。郑州博特于2002年开始专业研发生产CBN立方氮化硼刀片,根据不同加工材质的特性,研发了不同的CBN材质牌号,性能可媲美进口CBN刀片,年产量可达300万片,产品应用覆盖国内硬切削和重切削领域90%以上市场。