高速切削是指在比常规切削速度高出很多的速度下进行的切削加工。目前各国对高速切削的速度范围没有统一的定义,通常把比常规切削速度高5~10倍的切削称为高速切削。高速切削的主要目标之一是通过高生产率来降低生产成本。它主要应用于精加工工序,常常是用于加工淬硬模具钢。另一个目标是通过缩短生产时间和交货时间提高整体竞争力。
读者:高速切削技术是一个非常庞大而复杂的系统工程,其相对传统加工具有哪些优越性?对于机床而言,如何才能满足高速切削呢?
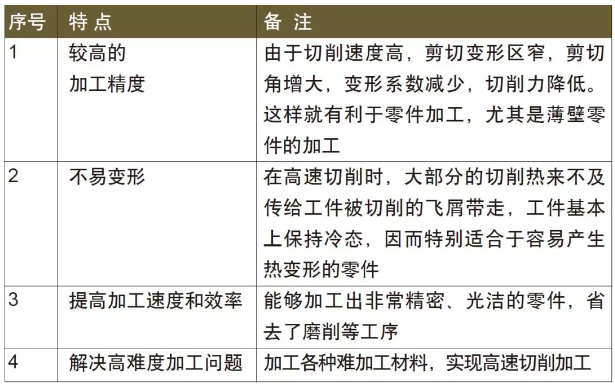
小编:高速切削加工的概念提出后,经过长期的探索、研究和发展,才在近期被广泛应用于工业生产。高速切削系统主要由高速切削cnc机床、高性能的刀具夹持系统、高速切削刀具、高速切削cam系统软件等几部分组成。高速切削之所以得到工业界越来越广泛的应用,是因为它相对传统加工具有显著的优越性:
什么样的机床才能满足高速切削呢?
1、加工时间短,效率高。
2、刀具切削状况好,切削力小,主轴轴承、刀具和工件受力均小。
3、刀具和工件受热影响小。
4、工件表面质量好
5、高速切削刀具热硬性好。
6、可完成高硬度材料和硬度高达hrc40-62淬硬钢的加工。
对于什么样的机床才能满足高速切削,大体上可分为以下几项要求:
1、机构设计适合高速运转
高速运转的机床首先要求其机构具有高刚性,要能吸收高频振动及高惯性G值,以确保高速切削精密度及稳定度。
2、优秀的CNC控制系统
CNC数控系统是发出位置指令的单元,要求指令能准确而快速地传递,经过处理后对每个坐标轴发出位置指令,伺服系统必须按照该指令快速驱动刀具或工作台准确地运动。它要求能够快速地处理程序段,能够把其加工误差控制为最小等等。在高速加工应用领域,西门子840D和Fanuc18iMB最具代表性。
3、适合高速运转的刀柄及刀具
高速切削用的刀具,尤其是高速旋转刀具,从保证加工精度方面以及操作安全方面考虑,都要求刀具及刀柄有更好的质量和性能。
4、专业化的CAD/CAM软件
专业化的CAD/CAM软件要求有精密的路径计算方式,除可精确地达到3DProfile的准确度要求,同时更可达到减少放电工序,甚至不用抛光就可达到表面质量要求。它必须能产生良好切削路径,使切削量稳定,不但提升加工效率,而且可以延长刀具寿命并节省刀具成本。