以下为PCBN刀具常见的几种磨损破坏方式
A. 机械磨损
切削加工时,刀具与工件之间的高速相对运动引起剧烈摩擦,工件材料中的硬质点对刀具表面具有划伤作用,这种由机械摩擦引起的刀具磨损是最常见的磨损因素之一。由于PCBN刀具的硬度相对被加工材料要高得多,因此其机械磨损并不明显。
B. 粘结剂磨损
PCBN刀具由CBN晶粒与结合剂混合烧结而成。切削加工时,作为粘结剂的陶瓷或金属首先被磨耗,从而使CBN晶粒凸出刀具表面而受力松动,直至剥落。
氧化磨损
在一定条件下,CBN可与氧发生化学反应,氧置换出CBN中的氮并生成B2O3,氧化结果造成CBN晶体晶面凹陷、晶棱缩小,使刀具产生“钝化”现象。CBN在650℃时开始氧化(此时有N2释出),在1035℃时氧化加剧,其化学反应式为:4BN(CBN)+3O2→2N2↑+ 2B2O3
水在高温下也可与CBN发生反应,其化学反应式为:BN(CBN)+3H2O→H3BO3+ NH3
由于这种“水解”作用可导致CBN磨损,因此采用PCBN刀具切削时一般应避免使用水剂切削液。
C. 逆转化(相变)磨损
CBN在1234℃时会发生CBN→HBN(六方氮化硼)的逆转化,这种转化起始于晶界微晶区,已转化为HBN的部分因硬度极低而失去切削能力,极易被高速运动的“热切屑流”带走,从而导致PCBN刀具磨损,这种磨损称为逆转化磨损(也称相变磨损)。PCBN刀具在高温(>1200℃)下切削一段时间后,刀刃部分的高温区有时会出现由许多小凹坑构成的不均匀“麻斑”,这是因为切削温度超过了CBN→HBN转化的临界温度所致。产生逆转化磨损后的刀具表面白色“麻斑”实际就是CBN单晶脱落后残留的、已转化的HBN。在CBN→HBN的逆转化中,氧和氧化物起到了催化剂的作用。与此相反,金属钴可通过降低氧化气氛而抑制CBN→HBN转化倾向。
D. 化学磨损
PCBN刀具在高温、高压、高速条件下进行切削加工时,刀具工作层与被加工材料及周围介质发生化学反应,当反应生成物被溶化后,在刀具前刀面上将形成一层液态薄膜,其成分主要为化学反应生成的氧化物、碳化物、氮化物、硼化物等(如B2O3、Fe-FeB2共晶体),另外还有一些金属间化合物。这种液态薄膜对PCBN刀具的磨损具有较大影响。当切削速度较低时,液态薄膜的粘度较大,易被切屑粘结带走,因此刀具磨损较为严重;随着切削速度的升高,切削温度上升,液态薄膜动力粘度下降,对刀—屑间的摩擦可起到明显的润滑作用,且BN在薄膜中已饱和,此时液态薄膜可起到保护层的作用,防止成分扩散和化学磨损的进一步发展,故刀具磨损较小。切削试验表明,刀具结合剂中的Al含量越高,刀具后刀面的磨损速度越快,刀具寿命越短。
E. 扩散磨损
CBN对铁族元素(Fe、Ni、Co等)具有很强的化学惰性。有研究表明:在CBN晶粒与电解铁的扩散实验中(1200℃,加热30min)未发现两者之间相互扩散;在PCBN与55钢的扩散实验中(1200℃,加热30min)发现,CBN聚晶后,刀具中的B、Co向Fe中有少量扩散。另外的加热实验表明:TiN基、TiC基PCBN刀具中的Al与被加工材料中的Ni发生了扩散;Co基PCBN刀具中的Co与被加工材料中的Ni也发生相互扩散;若刀具材料中含有Ni,则扩散磨损更为严重。另外,当PCBN刀具结合剂中含有Al、被加工材料中含有Si时,Si会向刀具中扩散并与Al结合形成SiAlON,从而导致刀具磨损。有研究表明:几种刀具材料与铁之间的相互扩散强度由大到小依次为:金刚石→碳化硅→立方氮化硼→氧化铝;而它们与钛合金之间的相互扩散强度的大小顺序则刚好相反,分别为:氧化硅→立方氮化硼→碳化硅→金刚石。
F. 粘结磨损
虽然CBN对铁族元素具有较高化学惰性,但对其它元素并非如此。PCBN刀具在一定压力和温度条件下进行切削时,随着切屑不断流出,刀尖与被加工材料均不断裸露出新鲜表面,不可避免地要产生元素间的相互扩散,扩散结果使CBN的惰性不断降低,与合金元素的亲合倾向不断增加,并为粘结磨损创造了条件。由于切削时切屑、工件与刀具前、后刀面之间存在剧烈摩擦和较大压力,促使它们之间发生粘结。当双方的相对运动使粘结区材料发生破裂而被一方带走时,就造成了PCBN刀具的粘结磨损。研究表明:粘结磨损一般是以微粒脱落的形式出现。金属Ni会增大刀具与工件材料间的粘结强度,从而加剧粘结磨损。
G. 微裂解磨损
PCBN是由无数微小而无方向相性的CBN单晶组成。在CBN聚晶过程中,通过触媒或添加剂向材料中扩散进去一些“杂质”(如Si、Ca、Cu等元素),这些“杂质”存在于晶界间。由于晶界为杂质富集区,强度相对薄弱,从某种意义上可视为“裂纹”(称为“精细裂纹”)。此外,在先天或加工条件(即使烧结良好)作用下,在原始晶粒内部以及晶界处均存在着内应力。“精细裂纹”和内应力的存在导致聚晶体的实际强度远低于其理论值。PCBN刀具切削时,刀刃部微小单晶颗粒脱落现象称为微裂解,数个CBN颗粒的剥落称为微崩刃。微裂解与微崩刃混杂磨损是超硬刀具材料特有的磨损类型。
PCBN刀具切削时,由于热切屑流的摩擦与刮研、被加工材料材质不均导致的微冲击、机床—工件—刀具系统的振动等因素,使聚晶体首先在晶界处产生裂纹,单晶颗粒的非连续脱落造成刀具的微裂解和微崩刃,在刃口处形成凸凹不平的裂解区并不断扩大,直至引起裂断。
H. 非正常磨损
非正常磨损主要指PCBN刀具的崩刃型破损(CBN团块崩落)。产生崩刃型破损的原因与切削条件选用不当、刀具使用不合理、加工设备条件差、操作者缺乏经验等因素有关(有时也与复合片质量问题有关)。刀具刃磨质量不高也是造成刀具碎裂的一个重要因素。刃磨时在刀具表面留下的划痕会大大降低刀具强度,进而会使CBN晶粒从划痕处脱落,造成刀具的微裂解磨损和微崩刃,直至刀具破损。
PCBN刀具的磨损方式
关键词 PCBN刀具 , 磨损|2018-12-27 09:28:38摘要 以下为PCBN刀具常见的几种磨损破坏方式A.机械磨损切削加工时,刀具与工件之间的高速相对运动引起剧烈摩擦,工件材料中的硬质点对刀具表面具有划伤作用,这种由机械摩擦引起的刀具磨损是最...
① 凡本网注明"来源:金刚石刀具网"的所有作品,均为河南远发信息技术有限公司合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明"来源:金刚石刀具网"。违反上述声明者,本网将追究其相关法律责任。
② 凡本网注明"来源:XXX(非金刚石刀具网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020
② 凡本网注明"来源:XXX(非金刚石刀具网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020
延伸推荐
加工中心刀具磨损、崩刃!根本原因是什么?
对于加工中心来说,刀具属于一种消耗品工具,在加工过程中它会产生破损、磨损、崩刃等现象。这些现象不可避免,但也有如操作不科学不规范、维护保养不当等可控原...
粗车泥浆泵外壳,车加工耐磨铸铁的PCBN刀具应用案例参数
高铬铸铁的机加工和刀具的选用高铬铸铁是一种高硬度高强度的具有抗磨耐腐性能的高合金白口铸铁,高铬铸铁作为耐磨铸件在不做任何热处理的情况下,硬度一般在HRC...

PCBN刀具切削堆焊钴基合金的试验研究
堆焊钴基合金具有良好的耐磨性、耐高温和耐腐蚀性,因而广泛应用于对表面质量有特殊要求的工件中。对于一些特殊类别的零部件(如石油、钢铁等工业领域中的密封阀门...

金刚石刀具的耐磨性及金刚石刀具的磨损在哪些方便可以体现显
金刚石刀具可以用于非金属硬脆材料如石墨、高耐磨材料、复合材料、高硅铝合金及其它韧性有色金属材料的精密加工。金刚石刀具类型繁多,性能差异显著,不同类型刀具...
PCBN刀具切削镍基合金时的氧化与扩散磨损分析*
胡小龙1,邵芳2,王仁伟3(1.贵州大学机械工程学院,贵阳550025)(2.贵州理工学院,贵阳550003)(3.山东大学机械工程学院,济南25010...

博特PCBN刀具在制动鼓加工上的应用
公路交通运输的发展趋势是高速化、重载化,制动鼓作为重载汽车制动系统的核心部件,其质量合格与否直接影响着交通安全。1.高效加工制动鼓的刀片随着超硬材料的发...
基于有限元理论分析切削振动对CBN刀具磨损的影响
朱楠(吉林电子信息职业技术学院机械工程学院,吉林吉林132021)摘要研究用CBN刀具切削钛合金Ti-6Al-4V材料时,切削振动对刀具磨损的影响情况。...
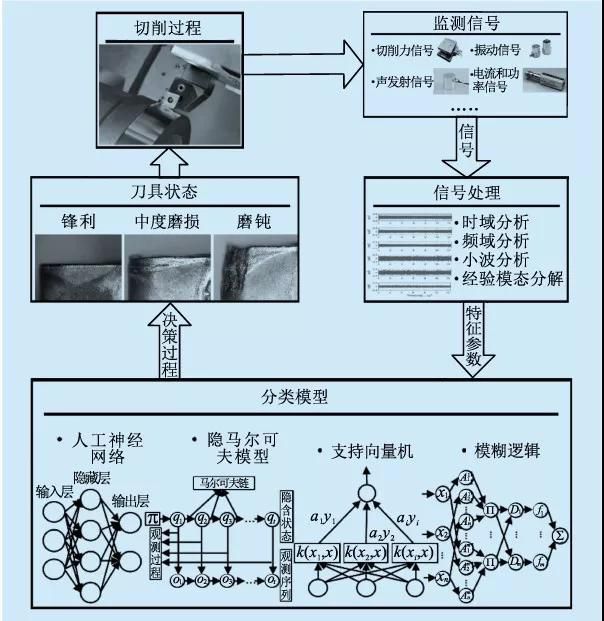
刀具磨损状态监测技术研究进展
航空航天、船舶、能源、交通等领域的高速发展对机械制造业的要求越来越高,尤其是先进加工制造业。高速切削加工领域是先进加工制造业的重要组成部分,其优势在于极...
俄罗斯开发出防止汽车和工具零件磨损的高效保护涂层
俄罗斯国家研究型工艺技术大学“莫斯科钢铁合金学院”开发出防止汽车和工具零件磨损的高效保护涂层。这种保护涂层可防止汽车零件和金属加工工具磨损、氧化和腐蚀。...