随着现代技术和切削技术的不断发展,很多刀具材料相继出现,刀具发展由高速钢刀具-硬质合金刀具-吐涂层硬质合金刀具-陶瓷刀具-立方氮化硼刀具。其中立方氮化硼刀具1970年开始使用于切削刀具,并且由于其良好的加工性和可高速切削的性能,使之成为加工高硬度难加工材料的手选择刀具材料。接下来就具体介绍一下立方氮化硼刀具的性能优势及加工领域。
一、立方氮化硼刀具的性能
(1)硬度高,耐磨性好:立方氮化硼刀具的硬度仅此与金刚石刀具,和金刚石刀具统称为超硬刀具。由于其较高的硬度也使立方氮化硼刀具具有良好的耐磨性。
(2)具有很高的热稳定性:耐热性可达1400℃~1500℃,比金刚石的耐热性(700℃~800℃)高出一倍,是刀具材料中耐热性最高的,故可加工高温合金材料。
(3)具有很好的化学稳定性:与铁系材料到1200℃~1300℃不起化学作用。
(4)良好的导热性:CBN的导热系数(79.54 W/m.k)仅次于金刚石(146.5 W/m.k),随着切削速度的提高,CBN的导热系数也逐渐增高。这有利于降低切削区的温度而减少扩散磨损。
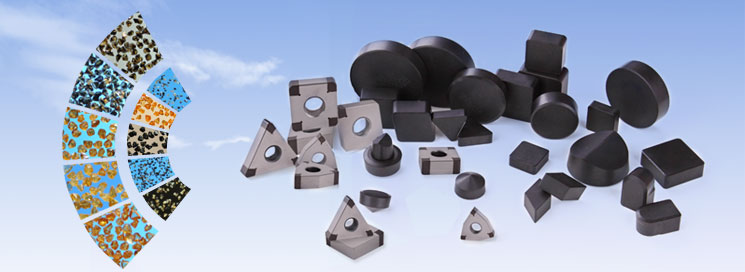
二、立方氮化硼刀具的分类
立方氮化硼刀具分为整体聚晶立方氮化硼刀具和焊接式立方氮化硼刀具。整体聚晶立方氮化硼刀具是通体都是一种牌号-立方氮化硼,此刀片中间没有孔,属于机夹可转位刀具,需专门配置刀杆;二焊接式立方氮化硼刀具是只有刃口部位是立方氮化硼材料,基体是硬质合金材质。此类中间有中心孔,其配备刀杆和硬质合金刀具的刀杆通用。
三、立方氮化硼刀具的应用
随着切削技术的不断发展,立方氮化硼刀具广泛应用于高硬度难加工材料的加工。
(1)立方氮化硼刀具可以车代磨,硬车削高硬度难加工材料
由于立方氮化硼刀具具有较高的硬度和耐磨性,红硬性。所以采用华菱超硬整体聚晶立方氮化硼刀具可以车代磨硬车削高硬度难加工材料。
(2)高速切削
随着现代技术的发展,由于部分工件如汽车零部件刹车盘、制动鼓均属于批量生产,由数控车床铸件替代普通车床加工刹车盘、制动鼓。其中立方氮化硼刀具对线速度不敏感,可高速切削工件。
(3)干式切削
立方氮化硼刀具加工工件时采用干式切削,减少环境污染。采用涂层刀具或陶瓷刀具都需要湿式切削,铁屑不容易清理。采用立方氮化硼刀具BN-K1牌号,不仅可大余量切削高硬度铸铁,不添加切削液,不仅可保证现场卫生,而且铁屑方面回收利用。
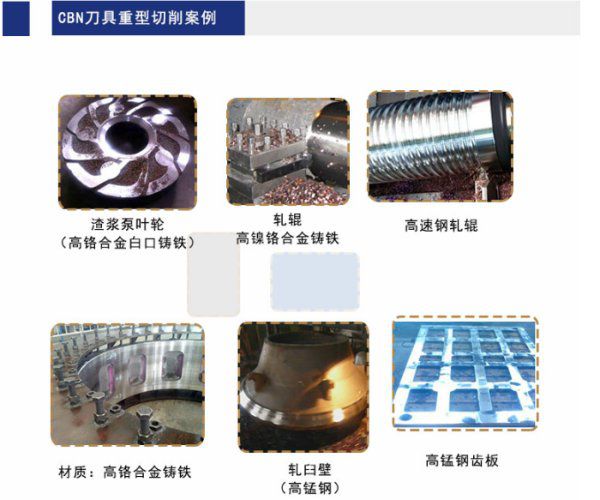
四、立方氮化硼刀具加工领域
(1)由于其良好的加工性能,可加工高硬度铸铁,如冷硬铸铁,镍硬铸铁,高铬铸铁,高镍铬铸铁。高硬度铸铁众所周知,铸造过程中不可避免的存在铸造缺陷,面对铸造缺陷立方氮化硼刀具,尤其是整体聚晶立方氮化硼刀具不仅不需对工件表面进行磨平,而且直接大余量车削,并且不会出现剧烈磨损或崩刀等现象。
(2)可高效切削淬火钢零件:是机械加工现场最常见的零部件。经过热处理后的零件硬度高,具有良好的使用性能,广泛应用于交通,风电行业,机械重工,冶金行业等领域。根据不同工件的性能,选择合适的立方氮化硼刀具。当余量小余0.5mm,推荐使用焊接式立方氮化硼刀具。如大型工件热处理后变形量和余量大于2mm,可选择整体聚晶立方氮化硼刀具,如遇到断续时也不必担心会崩刀或不耐磨。
(3)可加工灰铸铁零部件:灰铸铁硬度低,具有良好的减震性和减磨性,故占有很大的零部件市场。如汽车零部件刹车盘、制动鼓为最典型的灰铸铁零部件。加工此类工件主要要求的是工件光洁度,平行度和效率的问题。选择加工此类的立方氮化硼刀具,同上切削淬火钢类零件的刀具选择。
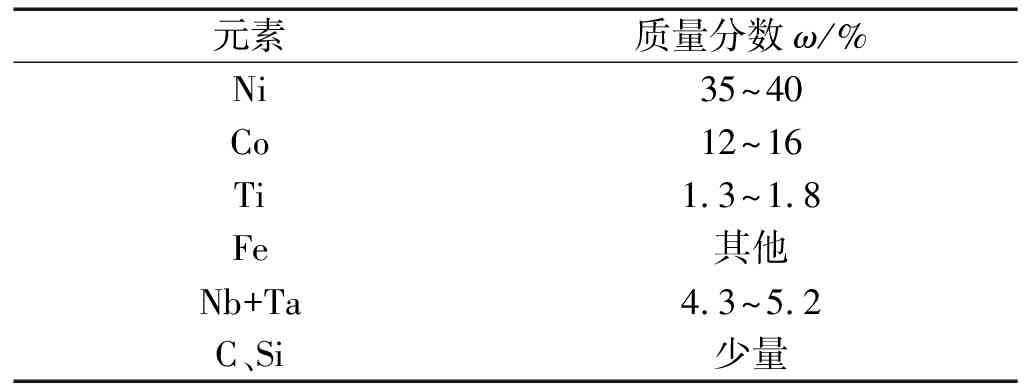
(4)可加工高温合金、粉末冶金零部件:目前,高温合金、粉末冶金常用于航空行业领域,在加工此类工件时常出现刀具不耐磨的问题,由于粉末冶金独特的多孔性能,常导致刀具不耐磨,刀刃出现裂纹等。采用立方氮化硼刀具加工高温合金、粉末冶金零部件,对于余量在0.3mm以内的可一刀加工完成,高效率低成本。
五、总结
随着立方氮化硼刀具的广泛应用,使高硬度难加工材料不再难以加工,这也表示了只要刀具行业不断顺应时代的发展,研制出高质量、高性能的刀具牌号或组合刀具,才能为公司获得利益,和进一步推动中国制造业的发展。