立方氮化硼(CBN)是纯人工合成材料,是继人造金刚石之后,美国GE公司于1957年首先宣布利用高温超高压装置合成的另一种新型超硬材料。聚晶立方氮 化硼(PCBN)是由CBN微粉与少量结合剂烧结而成的多晶体,PCBN自1973年研制成功以来,经过众多材料专家及刀具专家的努力,PCBN材料及其刀具已完全进入实用阶段,在工业发达国家PCBN刀具已应用于汽车、重型机械等机械加工行业,据资料介绍1995年全世界PCBN刀具的销售额达1.35 亿美元,而我国由于对CBN材料及其应用技术的研究不够,PCBN刀具的年产量仅数百万元人民币,年消耗也仅千万元左右,且绝大部分PCBN刀坯或刀具是 从国外进口。
一、PCBN材料的性能
1. CBN的主要特性
氮化硼有多种同分异构体。CBN是氮化硼的致密相,具有很高的硬度,其Knoop硬度47000N/mm2,,仅次于金刚石。同时,CBN具有良好的热导 性,其热导率是硬质合金的13倍、铜的3倍。另外,CBN还具有远优于金刚石的热稳定性和化学稳定性,可耐1300~1500℃的高温,并且与Fe族元素 有很大的化学惰性。可见CBN是制作切削黑色金属的理想刀具材料。
2. PCBN的特性
由于受CBN本身特性及其制造技术的限制,生产直接用于切削刀具的大颗粒CBN单晶目前仍很困难。为此,通过结合剂使CBN烧结而成的PCBN多晶材料得 到较快发展,其尺寸大小基本不受限制。PCBN组织中各微小晶粒呈无序排序,硬度均匀、没有方向性,具有一致的耐磨性和抗冲击性,克服了单晶CBN易解理 和各向异性等不足。
PCBN属CBN的聚集体,除具有CBN的特点外,PCBN还与CBN的含量、粒径大小及结合剂的种类等因素有关。CBN含量主要影响PCBN的硬度和热 导率,含量高,PCBN的硬度和热导率就高。CBN粒径大小是影响PCBN韧性的重要因素,粒径越大,其抗破损性就越弱,用此制作的刀具切削刃锋利性就 差。PCBN中的结合剂主要有以Co、Ni为代表的金属型,以TiC、TiN、Al2O3为主的陶瓷型和金属陶瓷混合型。金属材料作结合剂时,PCBN有 较好的韧性和导电性;陶瓷材料作结合剂,则有较优的热稳定性。PCBN除具有以上优良的性能外,为进一步提高其强度,目前各PCBN制造商多将0.5mm 左右的PCBN层直接烧结或焊接在硬质合金基体上,使之形成一个复合整体(也称PCBN复合片)。这样PCBN材料的高硬度、高热稳定性和高化学稳定性与 硬质合金基体的强度优、可焊性好等一起,使PCBN刀具不仅可切削各种硬度的工件,而且也易于生产制造。
表1是PCBN材料与其它刀具材料的性能比较。
主要性能 PCBN PCD Al2O3 WC(K20)
Knoop硬度(GPa) 30~45 80~120 16~24 17
抗弯强度(GPa) 0.8~1.54 1.1~2.8 0.4~1.0 1.7
弹性模量(GPa) 680~815 560~840 420 593
断裂韧性(MPa√m) 3.7~6.4 7.0~9.0 2.3~3.1 10.5
热导率(W/(m•K)) 44~100 200~560 20.9 100
二、PCBN刀具切削特点——硬态切削
硬态切削是指在铁族零件淬硬热处理后的切削加工,而过去磨削仍是其唯一的加工方法。随着陶瓷刀具,特别是PCBN刀具(PCBN材料有优良的红硬性。在1000℃下的硬度仍高于硬质合金在室温下的硬度)的研制成功,硬态切削得到飞速飞展。
PCBN刀具进行硬态切削时,由于PCBN不粘刀、磨损小,可获得极高的加工精度和表面质量( Ra0.2~2.0µm),实现以车代磨。据日本切削协会对本国53个大公司的调查表明,日本PCBN刀具的应用有55%是替代原来的磨削和珩磨。
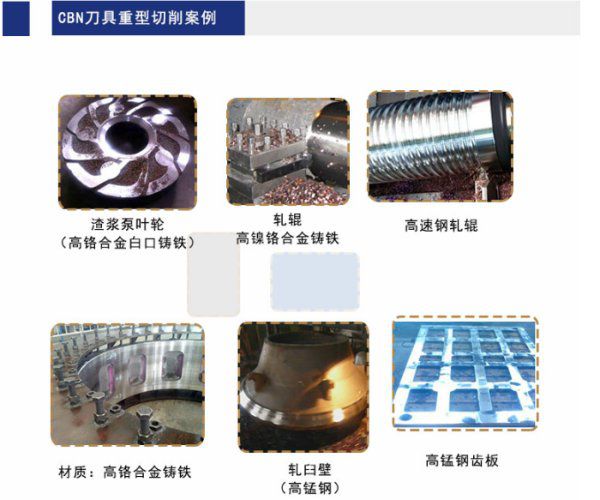
PCBN刀具主要适用于切削45HRC以上的淬硬钢、耐磨铸铁,35HRC以上的耐热合金或其它刀具很难加工的特殊铸铁。如果被加工材料硬度过低,则PCBN刀具的优势将不大明显。
三、国外主要PCBN刀坯的种类和型号
国外主要PCBN刀坯的种类和型号,大致可分为两大类,即高含量PCBN和低含量陶瓷结合剂PCBN(也称陶瓷CBN)。高含量PCBN(一般CBN含量 80%~90%)是以CBN之间直接结合为主,具有高硬度、高热导性和良好韧性,这类PCBN刀具适合于加工高硬度合金和组织中含有高硬质点的材料,如冷 硬铸铁、硬质合金、耐热合金等。目前此类PCBN刀坯主要有GE公司的BZN6000,De Beers公司的Amborite、DBC80,住友电工的BN100、BN600等。
在切削淬硬钢(合金钢、轴承钢、模具钢、碳钢等)时,由于切削温度较高,要求PCBN刀具不仅有高的硬度,还要求有较高抗氧化能力和抗扩散磨损的能力,对 此应采用陶瓷作结合剂的低含量PCBN刀坯。尽管此类PCBN较高含量PCBN的硬度、热导率和韧性稍低,但是正因为陶瓷材料的耐热性好与热导性差的特 点,使切削区形成热滞留温度升高,工件局部迅速形成塑性变形而易于切削,可获得较好的效果(也称软化效应)。目前此类刀坯主要有GE公司的 BZN8100、BZN8200,De Beers公司的DBC50,住友电工的BN300、BN220 等。
表2 为国外主要PCBN刀坯的型号及特点。
型号 特点 公司
AMBORITE
DBA80
AMB90
DBC50 高含量、粗粒度、陶瓷相、整体式
80%CBN、中等粒度
90%CBN、Al/AlB2相
50%CBN、细粒度、陶瓷相 英国De Beers
BZN6000
BZN7000S
BZN8100
BZN8200 90%CBN、0.3µm、金属相
82%CBN、陶瓷相、整体式
65CBN、0.3µm、TiN相
65%CBN、TiN相 美国GE
BN600
BN100
BN300
BNX20 高含量
80%CBN
<1.0µm、陶瓷相
陶瓷相 日本住友电工Sumitomo
MB710
MB710
MB810
MB810 陶瓷相
高含量、金属相
粗粒度
细粒度 日本三菱マテリアル
JBN500
JBN300
JBN330
JBN20 80%~90%CBN、2~3、金属相
55%~65%CBN、4~5µm、TiN相
45%~55%CBN、3~4µm、TiN相
40%~00%CBN、2~3µm、Al2O3相 日本黛杰工业Dijet
KBN30S
KBN30B
KBN10B 重、中切削用
中、轻切削用
精切削用 日本京瓷会社Kyocera
KB90
KB80
KB60
KB50 90%CBN
80%CBN
60%CBN
50%CBN 韩国Korea Tungstem
CBN10
CBN20
CBN10 90%CBN、粗粒度、整体式
80%CBN、中等粒度
00%CBN、细粒度 瑞典seco Tools
CB7050 瑞典Sandvik Coromant
Kusopum-p 乌克兰超硬材料所
四、PCBN刀具的应用范围
•按行业来分,汽车工业占50.37%、重型机械~20.74%、泵业8.89%、轴承齿轮5.93%、轧滚5.19%、航空航天2.90%,其它5.93%。
•按加工材料来分,淬火钢占65%、铸铁28%、耐热钢7%。
•按加工工序来分,车削占60%、镗削32.5%、端铣7.5%。
•按替代原加工来分,50%为替代磨削、30%替代硬质合金刀具、10%替代金属陶瓷刀具、5%替代陶瓷刀具、5%替代珩磨加工。
五、PCBN刀具应用技术
硬态切削时,径向力很大,机床和系统的刚性必须很好、功率足够大。装夹PCBN刀具时,刀具的悬伸长度要尽可能短,以防止刀杆的颤振和变形,使PCBN刀具保持良好的状态。
PCBN刀具比硬质合金刀具韧性差,因此在切削时,一般都采用负前角(0°~-10°)、较小的后角(6°~8°)和负倒棱[(0.1~0.2)× (10°~30°)]。若进一步对切削刃适当钝化处理,则会更好。另外,在可能的情况下,尽可能采用小主偏角和大的刀尖圆弧半径,这有助于保护切削刃、延 长刀具使用寿命。
合理使用PCBN刀具,准确判断PCBN刀具的耐用度是关键。建议PCBN刀具后刀面磨损标准达0.3~0.5mm(精车时取小值),进行定期重磨为好。 但是重磨需要一定的设备和技巧,大多数工厂的机床不具备适合的条件,PCBN刀具重磨应由专业厂商来完成。确定切削速度、进给量及切削深度要综合考虑生产 效率和加工成本。通常情况下其切削速度可比硬质合金刀具高2 倍左右,高的切削速度产生大的切削热,使被加工材料的塑性增大,有利于降低切削力。表3是PCBN刀具的经济切削速度。
表3 PCBN刀具的经济切削速度
工件材料 切削速度(m/min) 进给量(mm/r) 切削深度(mm)
淬硬钢 50~160 0.02~0.2 ≤0.3
灰口铸铁 200~1500 0.1~0.5 ≤1.0
灰口铸铁(铣削) 800~1500 0.1~0.1 ≤0.5
合金铸铁 200~800 0.1~0.4 ≤0.5
球墨铸铁 100~350 0.1~0.4 ≤0.5
铁基烧结材料 50~250 0.03~0.2 0.1~1.0
冷硬铸铁 40~130 0.1~0.5 0.2~3.0
高速钢 20~80 0.1~0.4 0.1~3.0
Ni基耐热合金 110~160 0.05~0.2 0.1~1.0
Co基耐热合金 50~100 0.05~0.2 0.1~1.0
PCBN刀具在使用时以干切削为好,如果需要切削液时,一定要冷却充分,禁用水溶性切削液。
随着技术的进步,PCBN刀坯系列越来越多,专用性越来越强,对于不同材质和要求的工件应选用相应的PCBN材料,以取得满意的加工效果。
国外PCBN切削刀具应用技术
关键词 PCBN , 切削刀具|2018-12-18 08:57:08② 凡本网注明"来源:XXX(非金刚石刀具网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020
延伸推荐

国机精工:2022年归母净利润同比增长83.14%,切削刀具用复合超硬材料销量大幅减少
国机精工4月12日公告,2022年,公司营业收入34.36亿元,同比增长3.25%;归属于上市公司股东的净利润2.33亿元,同比增长83.14%;基本每...
你必须了解的聚晶立方氮化硼(PCBN)
聚晶立方氮化硼(简称PCBN)是以硬质合金为基底,上面铺放一层立方氮化硼(CBN)单晶细粉(0.5~1.6mm厚)加粘结剂经高温(1400~2600℃...
金锋奖 | 沃尔德涂层PCBN数控刀具荣获嘉奖!
正值CIMT2021第17届中国国际机床展览会开幕之际,沃尔德在北京再获嘉奖:4月11日在北京朝阳区昆泰酒店举行的先进切削技术高峰论坛暨“金锋奖”第二届...
粗车泥浆泵外壳,车加工耐磨铸铁的PCBN刀具应用案例参数
高铬铸铁的机加工和刀具的选用高铬铸铁是一种高硬度高强度的具有抗磨耐腐性能的高合金白口铸铁,高铬铸铁作为耐磨铸件在不做任何热处理的情况下,硬度一般在HRC...
一种定制家具超硬切削刀具
本实用新型公开的属于切削刀具技术领域,具体为一种定制家具超硬切削刀具,包括刀头和切削部,所述刀头的顶部设置有固定件,所述固定件上设置所述切削部,所述切削...

PCBN刀具切削堆焊钴基合金的试验研究
堆焊钴基合金具有良好的耐磨性、耐高温和耐腐蚀性,因而广泛应用于对表面质量有特殊要求的工件中。对于一些特殊类别的零部件(如石油、钢铁等工业领域中的密封阀门...
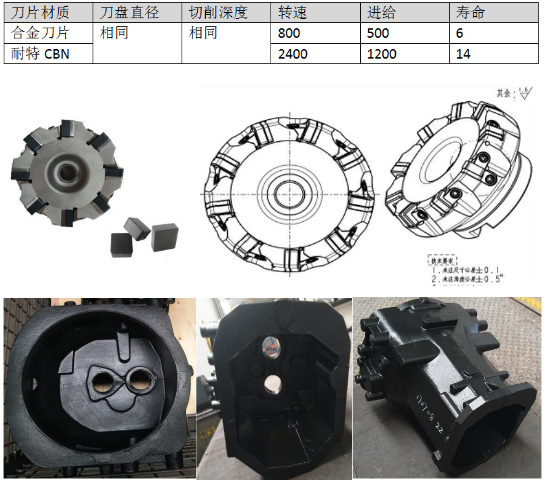
山东耐特精工汽车箱体加工方案-整体PCBN面铣刀片和刀盘
汽车发动机是为汽车提供动力的机器,是汽车的心脏,影响汽车的动力性、经济性和环保性。在发动机箱体零件加工的定位与夹紧发动机缸体、缸盖等零件的加工中,其刀具...
切削刀具未来的发展路线
随着科技的发展,对材料的表面性能的要求越来越高。近几十年来各种气相沉积技术的兴起,使表面工程技术的研究和应用都取得了突飞猛进的发展。这些技术不但实现了机...
降本增效——郑钻PCD/PCBN标准刀片产品
PCD切削刀具制造技术的关键之一是切削刃的刃磨质量。优质刀头材料缺乏理想的刃磨工艺和技术将会造成资源浪费,采用好的刃磨工艺则会提升刀具的产品质量,降低刀...
PCBN刀具切削镍基合金时的氧化与扩散磨损分析*
胡小龙1,邵芳2,王仁伟3(1.贵州大学机械工程学院,贵阳550025)(2.贵州理工学院,贵阳550003)(3.山东大学机械工程学院,济南25010...