摘要 高速干式切削技术应用于锻钢曲轴加工中的精车主轴工序,充分发挥了简易数控车和涂层硬质合金刀片的性能,取得了良好的加工效果,提升了产能,获得了巨大的经济效益。随着国内外市场对锻钢曲轴的...
高速干式切削技术应用于锻钢曲轴加工中的精车主轴工序,充分发挥了简易数控车和涂层硬质合金刀片的性能,取得了良好的加工效果,提升了产能,获得了巨大的经济效益。
随着国内外市场对锻钢曲轴的需求越来越大,迫切需要各个生产线迅速提升产能满足客户需求,其中机加线及其数控设备是产能提升的重点。

高速干式切削技术的优越性
在曲轴加工的各个工序中,精车主轴工序是衔接粗加工和精加工的纽带,它不仅可以精确控制曲轴侧台、R角及轴向和径向尺寸,还可以减少精磨主轴CBN砂轮磨耗,减少精磨的加工成本是曲轴加工的关键工序之一。
与中速湿式加工相比,高速干式切削的主要优点如下:
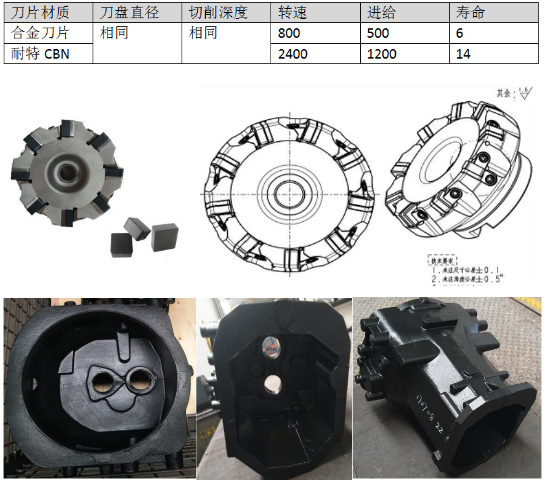
单位时间内金属切除量显着提高,切削速度由102m/min提升到180m/min,缩短工时244s,刀片寿命降低7.6%,切削液成本节省10%~12%,加工精度高,保证工艺要求D±0.02mm,表面粗糙度好,通过调整切削力,克服了振动引起的抗力,有利于加工曲颈尺寸大、质量大的曲轴,激振频率高,切削平稳,基本上消除了高频和低频振刀,刀片崩刃几率下降了70%,表面残余应力小,节省了切削液使用及维护费用,同时避免了切削液对环境的污染和对人体的危害。