金刚石刀具厂家介绍金刚石是目前发现的硬度最高、锋利性较好的磨粒。采用电镀的方法将金刚石磨料"电镀"在金属基体上,代替传统的压铸烧结法,不仅投资少、成本低,而且避免了在高温情况下金刚石的氧化,保证了金刚石的硬度和锋利性。
在整个电镀金刚石过程中,90%以上的电镀层结合不良是由于镀前处理不良所致。因此,要提高电镀质量,最主要的是做好镀前处理。
镀前处理的内容大致包括:除油、防锈、浸蚀、酸洗、活化清洗以及加辅助电极和装挂等。
为了提高镀层质量,经过对国内外的电镀行业情况进行分析和比较,结合实际,制定了镀前处理新工艺流程如下:去毛刺清洗涂绝缘胶擦洗化学除油热、冷水冲洗酸洗冷水冲洗电化学除油冲洗阳极处理冲洗入槽。
1.去毛刺用砂纸和手锉将工件上的毛刺除去,防止工件表面呈现介电的不良状态。
2.清洗用酒精将工件擦洗一遍,初步清除工件表面的油污。
3.涂绝缘胶将擦洗后的工件,在非镀部位上涂一层快速粘合剂,使非镀部位绝缘。
4.擦洗为了防止需镀部位被涂上绝缘胶,用手锉或砂纸将该部位再打磨一遍,然后冲洗。
5.金刚石刀具厂家介绍化学除油除油剂配方。
氢氧化钠具有很强的皂化作用,与动植物油反应,生成可溶性飞皂和甘油。十二烷基硫酸钠是一种表面活呼剂,在其十二烷基疏水基团和硫酸根亲水基团的协同作应下,降低了液体与工作之间的表面张力。它作为一种碱液添加剂,加快了除油速度。碳酸钠和硅酸钠则是两种缓冲剂对处来酸起缓冲作用,使融液的PH值基本上保持不边。将工件置与于上述溶液中,在40℃~60℃的情况下清洗30分钟左右。
6.热,冷水冲洗先用热水冲洗,在用冷书冲洗,避免除油液进入酸溶液中。
7.酸洗酸洗液配方,其目的是去除基体表面的氧化皮。
8.冷水冲洗酸洗后,将工件夹出,用冷水冲洗,然后装挂到电化学除油槽内。
9.电花学除油电化学除油剂配方
把工作装挂在此溶液内,接同点源,先阴级处理1分钟,然后阳极处理3分种。所采用的电流密度为10A/dm2,电极为不锈钢板。电化学除油的反应如下:
阳级除油:4OH--2e=O2+H2O
阴极除油:2H++2e=H2
采用先阴后厌极的联合除油法,具有去油速度快,无氢脆的优点。
10.冲洗将用电化学除油后的工件用书进性行冲细洗,准备竟行阳行处理。
11.阳极处理
阳极处理液配方见表4所示,将基体装挂好,需镀部位插入该液中。负极用铅板,正极用基体。电流密度为25A/dm2,通电时间为3分钟。阳级处理避免了产生氢脆的现象,尤其适合于入槽前的最后一道工序。
12.金刚石刀具厂家介绍冲洗入槽将阳极处理完毕的基体快速进行冲洗后,放入电镀槽中,准备电镀。
电镀金刚石工具镀前处理新工艺
关键词 电镀 , 金刚石|2018-07-25 15:35:18|技术信息|来源 中国超硬刀具网② 凡本网注明"来源:XXX(非金刚石刀具网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020
延伸推荐

金刚石与立方氮化硼(CBN)如何选择?一文终结你的选择困难
在机械加工领域,金刚石(PCD)和立方氮化硼(CBN)被誉为“超硬材料双雄”。它们凭借卓越的硬度和耐磨性,成为高难度加工任务的利器。然而,两者的性能特...

黄河旋风,金刚石全产业链再落子
近日,河南黄河旋风股份有限公司(以下简称:黄河旋风)公告称,公司根据公司战略发展需要,拟以自有资金1000万元投资设立全资子公司莲熠钻石(河南)有限公...
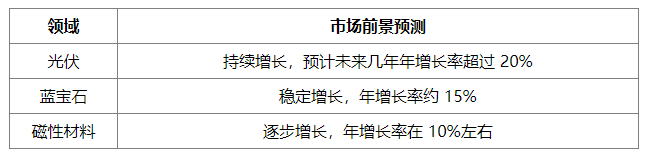
金刚石线的用途有哪些?金刚石线的市场前景如何?
金刚石线在众多领域发挥着重要作用。在光伏领域,它是硅片切割的关键工具。传统的切割方式存在效率低、精度差等问题,而金刚石线切割技术能够大幅提高硅片的生产效...

金刚石芯片,首次演示
日本产业技术综合研究所(AIST)与本田技术研究院合作,制造了p型金刚石MOSFET原型,并首次演示了安培级高速开关操作。未来,该公司计划将该技术搭载...
国机精工拟投建功能性金刚石材料项目
3月25日,国机精工公告其下属公司国机金刚石(河南)有限公司计划在新疆哈密市成立国机金刚石晶源创科(新疆)有限公司,并启动功能性金刚石材料中试及产业化项...
金刚石行业中的专业术语解析:粒径、目数及其换算关系
在金刚石行业(尤其是磨料、超硬材料领域),粒径和目数是两个核心参数,直接影响材料的加工性能和应用效果。此外,粒度分布及相关参数(如D10、D50、D9...

新锋科技:一块金刚石的突围
“从美学来看,金刚石可以用来做钻石;从金刚石本身的物理化学性质来看,它在热学、声学、光学、电学等方面具有卓越的特性,因而又被誉为‘材料之王’‘终极半导体...
湖北攀峰钻石科技取得金刚石均布的锯片结构专利,能够保证切割效果
本实用新型提供一种金刚石均布的锯片结构,包括基体,所述基体的周侧装设有多个金刚石刀头,金刚石刀头上装设有多个金刚石颗粒,基体内装设有多个散热片,基体的周...
金刚石:手术机器人背后的“超级英雄”
你能想象一台机器人精准操刀,完成高难度手术的场景吗?如今,这一科幻般的画面已逐渐成为现实。手术机器人正以其超乎想象的精确度,为患者带来更高质量的医疗服...
郑州华晶金刚石与精工锐意开展合作交流
3月11日,郑州华晶金刚石股份有限公司(下称郑州华晶)总经理李克华与来访的精工锐意科技(河南)有限公司(下称精工锐意)董事张霖一行开展技术交流.......
企业专访
更多
长沙恒锋:高举湘军旗帜 铸造行业先锋
“惟楚有才,於斯为盛”,这是历史对湘人的赞誉;“无湘不成军”...




大家都在看
- 电镀金刚石工具镀前处理新工艺 刚刚
- 常用车刀的种类和材料与主要角度及... 12秒前
- 国家发改委、商务部:鼓励外商在中... 25秒前
- 超精金刚石刀具磨损及加工实例介绍 43秒前
- 3月外贸降幅明显收窄 东盟成我... 2分钟前
- 用于纤维增强复合材料钻孔的电镀金... 3分钟前
- 河南方城打造超硬材料产业新高地 9分钟前
- 工信部:将从推动钢铁新材料发展等... 9分钟前
- 2019年规模以上工业增加值增长... 9分钟前
- 全球产业链受冲击 各国制造业待修... 9分钟前