碳化硅颗粒增强铝基复合材料因其优良的力学性能,在航空航天和交通运输等领域得到广泛应用,成为卫星轴承、激光反射镜和光学座架等高要求零件的新型工程材料。该材料因为SiC颗粒的存在提高了强度、硬度和耐磨性,但由于SiC颗粒的本身特性增加了加工难度,影响了超精密切削SiCp/Al复合材料时的加工表面质量。SiCp/Al复合材料切削加工后形成的表面形貌类型多样,不同的表面形貌类型和几何特征对加工表面的机械物理性能产生不同的影响,因此研究SiCp/Al复合材料切削加工表面形成机理,掌握不同类型表面形貌的形成原因对改善加工表面质量具有重要意义。
利用切削加工试验进行表面形貌形成机理研究不仅试验周期长、费用高,且由于超精密切削SiCp/Al复合材料时加工表面形貌形成过程复杂,难以在试验中观察其形成机理,因此,近年来不少学者开始利用仿真软件对SiCp/Al复合材料进行仿真分析。王阳俊利用LS-DYNA建立了SiCp/Al复合材料两相混合模型来研究表面质量和刀具磨损,指出界面破坏、颗粒脱落、犁耕是形成表面缺陷的主要原因;王进峰等利用ABAQUS有限元软件建立了二维仿真模型,对切屑形成过程、应力分布以及材料表面形成原因进行了分析,证明SiC颗粒的存在导致加工表面容易产生微裂纹、单一或连续空洞的现象;李桂金研究了SiC颗粒分布形式以及刀尖圆弧半径对切屑形态和切削力的影响,表明颗粒的不同分布会对切削力和切削形态产生不同影响。
上述研究主要侧重于颗粒剥离、脱落以及表面裂纹对表面形貌产生的影响,忽视了颗粒破裂影响加工表面质量的情况;并且建立的模型均为二维仿真模型,难以全面地模拟真实加工过程。本文利用ABAQUS有限元分析软件建立了超精密切削SiCp/Al复合材料三维仿真模型,研究了刀具与颗粒相对位置的变化对颗粒破碎和加工表面形貌的影响。
1 超精密切削加工有限元模型建立
(1)几何模型建立
仿真模型的建立采用mm、s、MPa、mm/s为单位,构建了尺寸为0.48mm×0.12mm×0.108mm的工件。将SiC颗粒形状简化为球体,半径20μm,刀具前角0°,后角10°,倒角半径0.003mm。刀具设为刚体,刀具本身不发生相对位移。为研究刀具与颗粒相对位置变化对表面形貌的影响,使SiC颗粒在基体中均匀分布,通过调整刀具位置来进行研究。在切削过程中,工件底部的六个自由度被完全约束,保证切削过程中工件不发生移动。
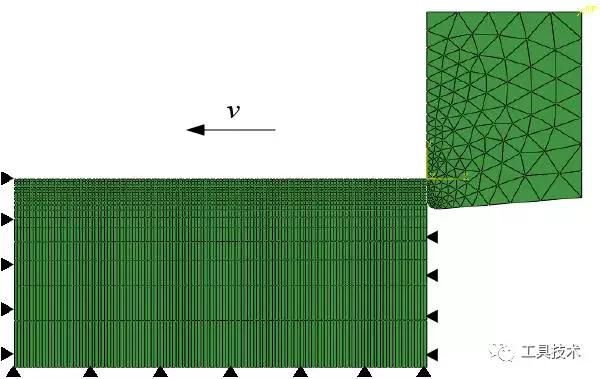
工件采用结构网格划分技术,单元类型为标准线性六面体。刀具采用自由网格划分技术,单元类型为Explict线性四面体单元。切削过程只有刀尖部分和工件接触,网格划分采用由密到疏的形式,以减少仿真过程的计算量。为了防止仿真过程中出现刀具陷入工件或网格畸变的情况,刀具的最小网格设置大于工件网格。SiCp/Al复合材料有限元模型见图1。ABAQUS模拟切削仿真是个非线性的动态过程,设置分析步时选取动态显示分析步,以更准确地表达分析过程。切削加工过程中建立刀具与切削层的面—面接触,刀具表面设为主面,选取部分工件节点设为从面,机械约束公式为罚函数;定义接触属性时,在切向行为定义摩擦系数为0.25,法向行为定义硬接触。

图1 SiCp/Al复合材料有限元模型
(2)材料模型
工件材料为SiCp/Al复合材料,工件基体为铝合金,增强相为SiC颗粒,将基体材料和增强相材料分开定义材料属性更符合实际情况,可以更加真实地模拟实际材料。研究表明,PCD刀具能较好胜任SiCp/Al复合材料的切削加工,因此,切削刀具采用聚晶金刚石(PCD)材料。PCD材料制成的刀具被公认为超硬刀具,相对于铝基材料和碳化硅颗粒具有很强的硬度和强度。铝合金、SiC和PCD三种材料的参数见表1。
表1 材料参数

仿真过程中材料的失效准则对仿真结果是否真实起到了重要影响。对于断裂延展性金属,可以选用韧性准则(Ductile damage)和剪切准则(Shear damage)。本文对于铝基这种塑性材料采用剪切失效准则反应切削过程中切屑与基体的分离情况,即在切削过程中,当某一点的断裂应变达到1.5时,该点失效,即切屑与基体发生分离,同时利用Johnson-Cook材料模型表达铝基材料的本构关系特性,其参数见表2。
表2 Johnson-Cook本构参数

2 仿真结果分析
在仿真试验过程中,通过改变切削深度使刀具与SiC颗粒的相对位置发生变化,从而研究不同切削深度对颗粒的影响。颗粒在工件中的分布情况如图2所示,在8种不同切削深度下,刀具相对SiC颗粒的相对位置见图3。

图2 颗粒分布情况

图3 不同切削深度下刀具相对颗粒位置
(1)材料去除机理
为了研究超精密切削SiCp/Al复合材料时SiC颗粒的受力和变化情况,建立了三维微观模型动态模拟切削过程。由于SiC颗粒包裹在铝基材料内,难以直观看到内部SiC颗粒的受力情况,因此将应力图的显示类型设为Isosurface。当切削速度2000r/min、切削深度为10μm时,SiC颗粒断裂过程应力分布见图4。
图4a为刀尖开始接触SiC颗粒时的应力云图。刀具切削铝基材料时,应力为750MPa左右,而SiC颗粒与刀尖接触部分承受的最大应力值约为100000MPa;最大应力值大于SiC颗粒脆性断裂临界值,颗粒在发生少量形变后脆性破裂(见图4b)。随着刀具移动,颗粒破裂加剧,颗粒破碎部分分担了刀具的作用力,最大应力值减小为40000MPa左右,裂纹沿最大应力向左下方不断扩大,使裂纹贯穿球体,SiC颗粒断裂。如图4c所示,SiC颗粒完全断裂前,最大应力值减小为17000MPa左右。

(a)刀具与SiC颗粒初接触

(b)SiC颗粒破裂

(c)SiC颗粒断裂
图4 切削深度10μm时颗粒断裂过程应力分布
(2)切削深度变化对表面形貌的影响
为了研究刀具与颗粒相对位置变化对表面质量的影响,进行了8组不同切削深度的仿真试验,切削速度均为2000r/min。
切削深度为6μm时,加工后的工件表面形貌见图5a。刀具与SiC颗粒上端接触,对SiC颗粒和颗粒周围铝基体产生挤压,铝基体发生塑性形变,在SiC颗粒周围形成空穴,空穴边缘伴有少量鳞刺。当SiC颗粒上端承受的应力值超过界面破坏应力时,颗粒上端与刀具接触部分发生破坏,部分颗粒轻微破损,部分颗粒发生较大破裂。切削深度在2-8μm时均为该种缺陷类型,切削深度由浅到深时,颗粒周围空洞由小变大,鳞刺逐渐增多,颗粒上端破坏情况逐渐增大。
如图5b所示,切削深度为10μm时,部分颗粒被挖出而剥离基体,工件表面出现多处凹坑,部分SiC颗粒被刀具压如铝合金基体内,另有部分凹坑中残留破碎颗粒,有的颗粒断裂口较为光滑,有些则参差不齐;当切削深度为15μm时,表面形貌与10μm时类似,出现多处凹坑且颗粒破损更为齐整,从颗粒中间断裂,并且铝基表面鳞刺增加,变形严重。
如图5c所示,当切削深度为20μm时,表面形成颗粒被剥离后留下的凹坑,SiC颗粒受到前刀面推挤,在铝基体上留下划痕。切削深度为20μm时,凹坑较深,表面变形更严重,尤其在进刀处发生严重变形,SiC颗粒在基体表面留下较深的划痕;切削深度为25μm时,留下较浅的凹坑,划痕较浅,表面更加光滑。8组试验最终得到了3种类型的表面缺陷:空穴、凹坑、划痕。

(a)6μm

(b)10μm

(c)20μm
图5 切削深度变化对工件加工表面形貌影响
由图5可知,表面缺陷类型主要与切削深度有关,切削深度本质上是刀具与颗粒相对位置的变化。刀具除对颗粒的切削破坏作用外,也对颗粒产生横向挤压推动力,当切削破坏力占主导位置时,颗粒表现为破损、破碎、断裂;当挤压推动力占主导位置时,颗粒更容易被剥离,使表面形成凹坑。
小结
本文通过建立超精密切削加工SiCp/Al复合材料三维仿真模型,动态模拟了切削加工过程及切削加工后的工件表面形貌。仿真结果表明,SiCp/Al复合材料在切削加工过程中,SiC颗粒发生轻微破损、破碎、断裂三种不同脆性断裂现象;不同切削深度情况下,由于刀具与晶粒接触位置的变化而引起SiCp/Al复合材料加工表面出现空穴、凹坑、划痕三种不同类型的加工缺陷。