缸盖
缸盖的设计是降低燃油排放量和满足严格的政府法规的关键。因此,此类零件对加工质量的要求非常高,涉及非常复杂和高要求的加工操作以及非标刀具。
您在制造过程中面临的挑战:
• 高效率及高表面光洁度
• 防止屑掉入零件水道之中
• 要求导管孔及阀座的加工精度高,尺寸稳定并能有较好的寿命
• 加工高精度的连续表面,粗糙度要求高
山高的缸盖解决方案

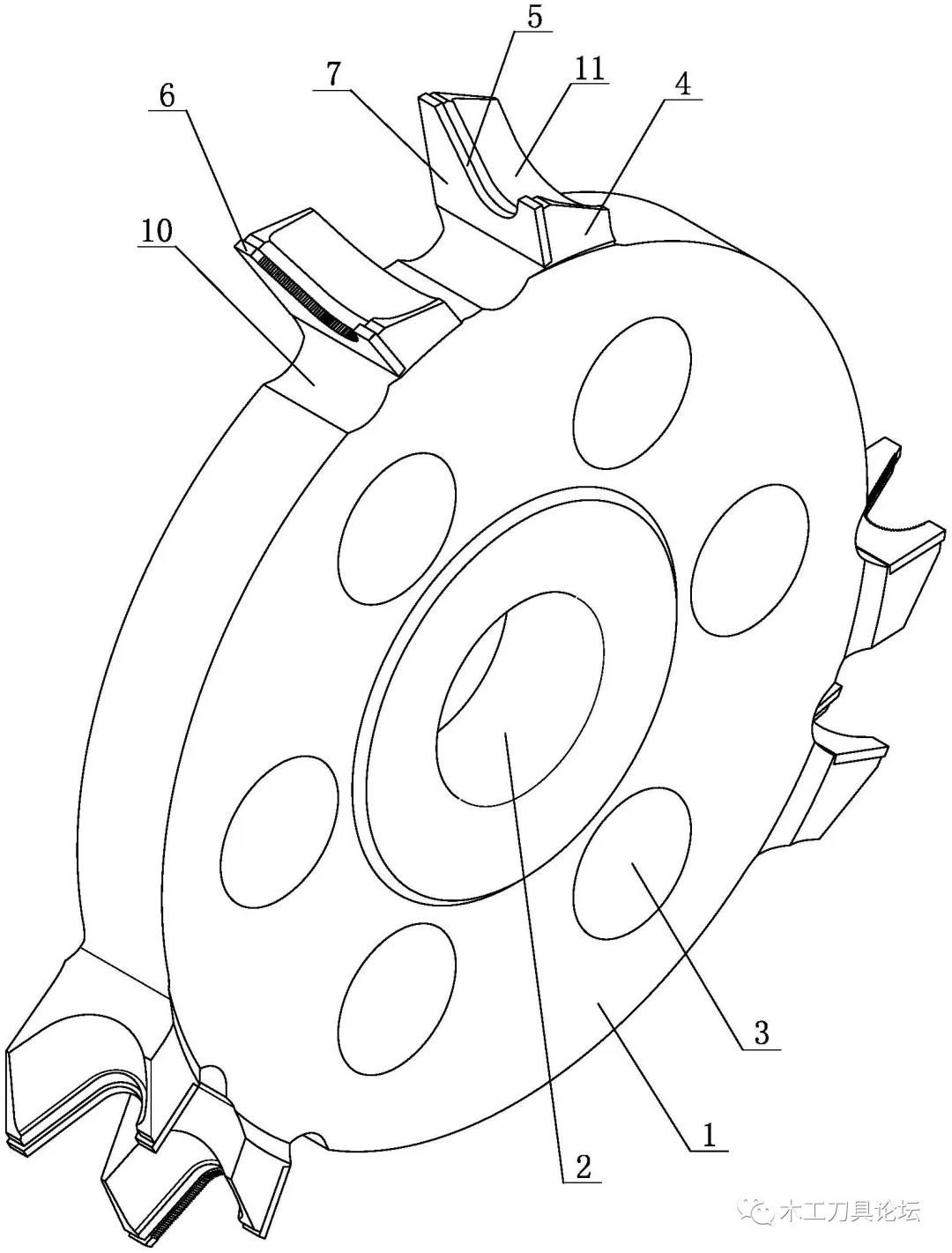
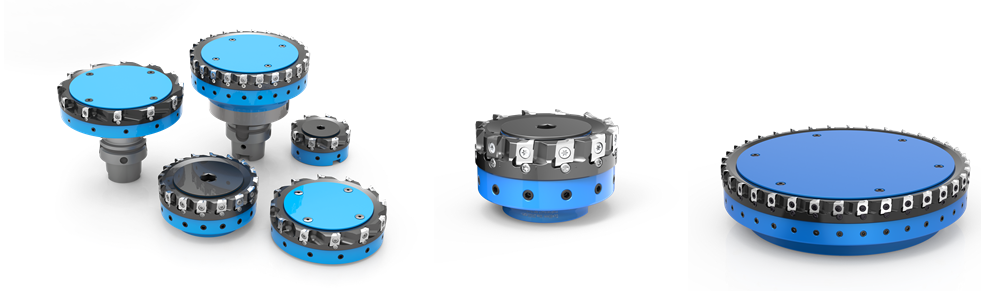
密齿面铣刀
高效率及高表面光洁度
该款密齿 PCD 刀片面铣刀 R000.69 使用铝合金刀盘,本地标准品的直径范围为 40 mm 至 250 mm,可实现最高达 4000 r/min 转速,可配置专用修光刃刀片,达到表面光洁度要求 Ra0.8 以上。对于某些特殊需求加工有粗糙度范围的面,可特制专用的网纹刀片。

后排屑刀具
防止屑掉入零件水道之中
在缸盖上,某些通孔连接着水道,使用一般刀具加工时,由于不好控制排屑方向导致碎屑会掉入水道从而影响零件性能。山高在这种刀具上增加了挡屑板,从而控制碎屑往后排而不会掉屑。

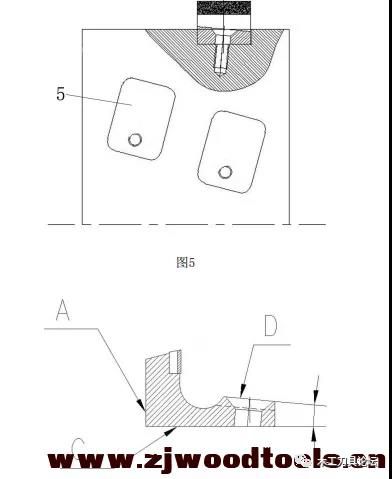
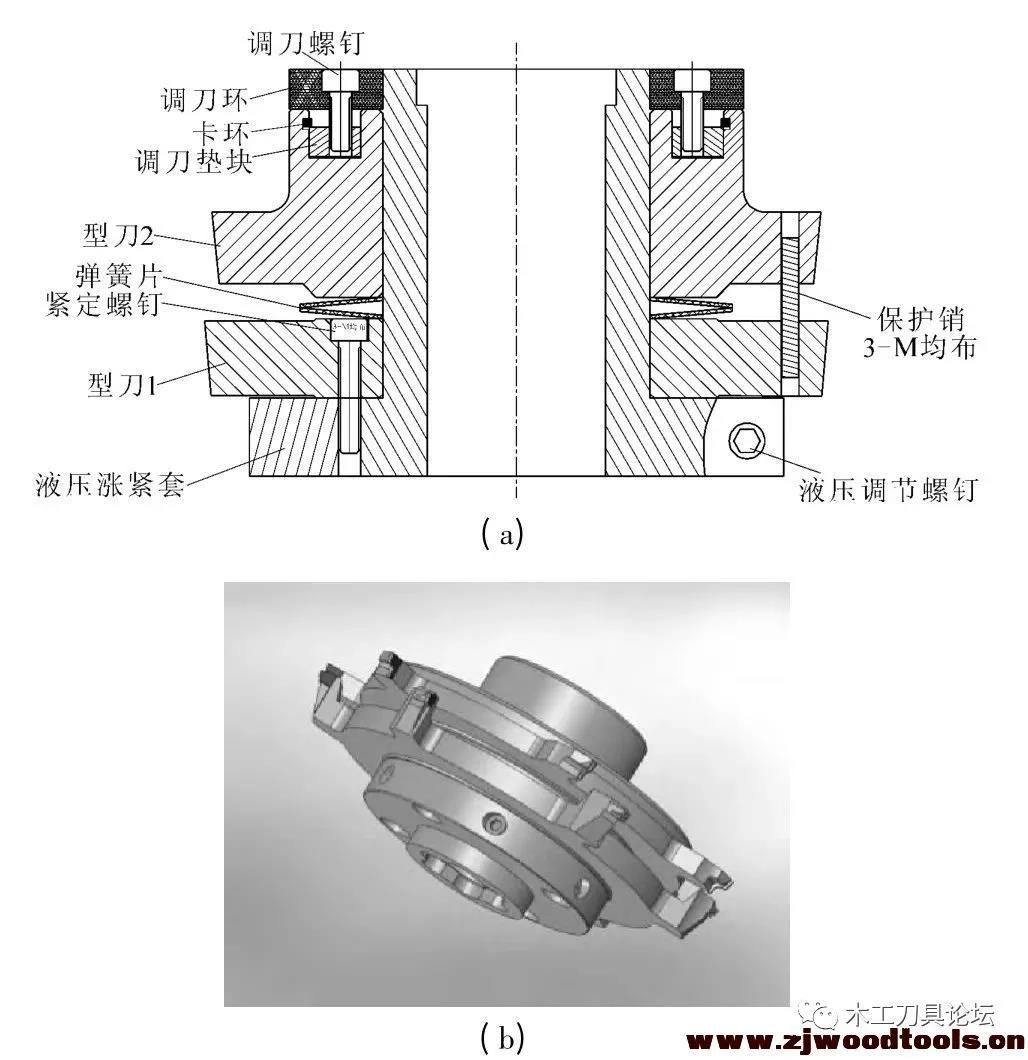
非标 BIFIX® 铰刀
要求导管孔及阀座的加工精度高,
尺寸稳定并能有较好的寿命
非标 Bifix 铰刀集成 HSK 刀柄并将多种加工复合在一起。导管孔铰刀可选单刃或多刃结构,由硬质合金或 PCD 制成,导管铰刀使用锥形连接结构能实现快速更换。加工气门阀座时,采用了可调刀夹以实现最大安全性。可选4 刃或者8刃整面CBN刀片对阀座上的不同倒角进行组合精加工,可保证阀座表面跳动达到 0.03 以上。

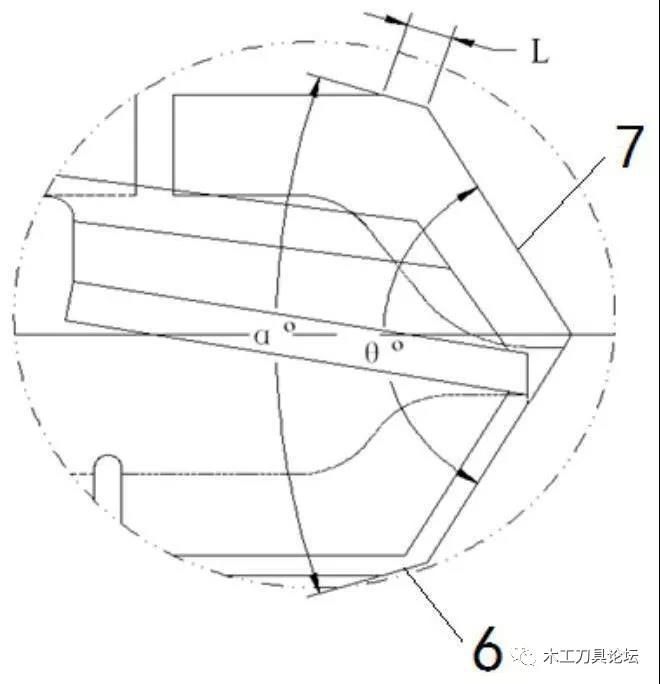
喷油嘴孔铰刀
加工高精度的连续表面,粗糙度要求高
喷油嘴孔具有多段尺寸并且有连续的倒角平面,同时孔的精度高、彼此的形位公差要求严格。为此我们使用的是一把 PCD 精铰刀一次性做完所有尺寸,在加工不同倒角平面时可采用不同的进给速度以保证其切削有效性,确保表面光洁,精度合格。
加工案例一
某汽车主机厂精加工喷油嘴孔铰刀
刀具:非标 PCD 喷油嘴孔铰刀
切削参数:
vc: 150 m/min
fz: 0.08 mm
ap: 0.2 mm
z: 2
刀具寿命:1500 件
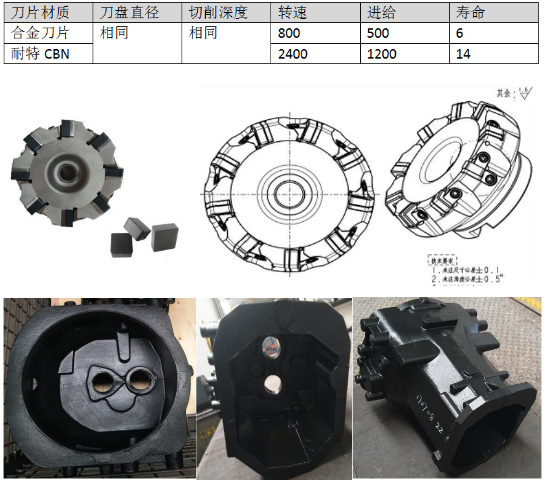
加工案例二
某汽车主机厂的精加工导管阀座孔
刀具:非标导管阀座铰刀
刀片:PCD 精铰刀、P8350,CBN200 刀片
切削参数:
导管:
Vc=80m/min, fz=0.08mm,ap=0.2mm,z=1
阀座:
Vc=100m/min, fz=0.1mm,ap=0.2mm,z=2
刀具寿命:导管 800 件,阀座 250 件/刃