由中国机床工具工业协会主办的CIMT2019展会于2019年4月15-20日在北京中国国际展览中心(新馆)隆重举办,行业巨擘汇集,精品新品迭出。其中,来自国内外的知名工具企业如株洲钻石切削刀具股份有限公司(株钻)、厦门金鹭特种合金有限公司(金鹭)、上海工具厂有限公司(上工)、成都工具研究所有限公司、成都成量集团有限公司(成量)、瑞典山特维克可乐满(山特维克)、美国肯纳金属(肯纳)、德国瓦尔特、以色列伊斯卡等200多家工具制造企业携两年来的创新产品参展。本文对本届CIMT上展出的部分车削、铣削类刀具展品的技术特点进行介绍和评述。
一、车刀
1. 株钻公司新刀具材质
(1)车削不锈钢新材质YB9315
在CIMT2019上,株钻推出了车削不锈钢的新材质YB9315(图1)。通过调节多层涂层的调制周期结构,使得分别添加了A元素和B元素的两种不同组织结构(固溶强化和纳米晶/非晶结构强化)TiAlN基涂层能实现共格外延生长。

图1 株钻新材质YB9315结构特点
株钻YB9315材质的纳米硬度、热稳定性和抗氧化性能都得到了提升,结合EG槽型,可以兼顾刃口强度和锋利性,更适合通用加工场合;而结合精密磨削工艺的ADF或AHF槽型,则所加工的零件表面粗糙度更佳。
(2)车削铸铁新材质YB7305
株钻车削铸铁的新材质YB7305采用了全新的基体、双氧梯度过渡层技术、细晶柱状结构Al2O3超厚涂层技术和表面银色涂层(图2)。该材质采用全新细颗粒耐磨硬质合金基体,配合优化的烧结工艺,实现碳化钨晶粒度优化控制,使基体具有优异的高温耐磨性能(据株钻介绍,基体的关键技术在于碳化钨晶粒粒度及分布的优化控制,有助于实现耐磨性能和抗冲击性能的协同提升);双氧梯度过渡层技术能改善涂层应力状态和界面状态,提高界面结合强度;细晶柱状结构Al2O3超厚涂层技术具有极其突出的高温性能和耐磨损能力,可有效提高刀具寿命(通过成份及工艺优化,中温碳氮化钛晶粒进一步细密化、均匀化,同时实现了结晶一致性,韧性和耐磨性实现了协同提升,大幅提高刀具寿命,而采用晶核预植技术的超细Al2O3涂层具有很好的结合强度,保证了加工的安全性);表面银色涂层采用特殊表面处理技术,形成超光滑表面涂层,减小切削力,且易于检查刀片使用状况。与YB7305同期推出的还有YB7310,前者主要适用于灰口铸铁的高速、连续加工(如刹车盘类等材料的高速高效加工),后者则主要用于球铁和合金铸铁的高速、高效通用加工。

图2 株钻新材质YB7305结构特点
(3)切削难加工材料的YBS系列材质
株钻在CIMT2019上还推出了一系列切削难加工材料的YBS系列材质,如YBS103、YBS203和YBS303等,这些新材质通过制备工艺的调整,采用“高钴+细晶”的组织结构,使得新牌号具有更加优异的组织结构,明显提升刀具基体材料的抗裂纹扩展性能;通过特殊的组分设计提升刀具的高温性能。这一系列牌号通过新的组织结构设计方案以及合金韧性增强技术,在保证刀具具有高耐磨性的同时,明显提高了刀具的抗裂纹扩展能力、抗崩缺性能,为加工GH4169等镍基高温合金、TC4等钛合金材料以及其他类型的难加工材料提供了解决方案,尤其在高温加工领域以及黏结磨损严重的加工领域具有较为明显的优势。
2. 泰珂洛新款TurnTen-Feed
泰珂洛在CIMT2019上展出了具有两种主偏角的车刀TurnTen-Feed(图3),应用于中型到重型车削加工,具有极高的加工效率和经济性。

图3 泰珂洛具有两种主偏角的车刀TurnTen-Feed
在航空航天、发电设备和重型装备领域里的典型零部件的制造中,常常需要较高的金属去除率并延长有效加工时间,因此寻找提高生产效率和效益的方法成为对制造商们的挑战。加工这些大尺寸和昂贵的工件需要极高的加工可靠性,同时刀具寿命具有可预测性,而泰珂洛的TurnTen-Feed能够满足这一需求。TurnTen-Feed在中型到重型车削加工范围内实现了较高的刀具可靠性和加工效率,其刀片采用10个刀尖的经济方式(双面五边负型刀片),安装采用的燕尾槽锁紧方式可以确保在苛刻工况条件下有较高的刀片可靠性和稳定性。专用的MNW型断屑槽设计确保顺畅地排屑,同时刃口自带修光刃的几何形状允许每转高达2mm的进给速度,以实现倍速加工。
泰珂洛提供了内切圆直径15.875mm的POMG110612和内切圆直径19.05 mm的POMG130612两款刀片。与内切圆直径较大而厚度相等的标准ISO刀片(如CNMG1606和SNMG1906)相比,实现了极高的成本效益。刀片材质则可选用T9200系列。
TurnTen-Feed的两种主偏角通过刀杆来实现,提高了其车削应用范围。主偏角较大、适合大切深的HD刀杆用于切深达7.0mm的应用;而主偏角较小、适合大进给的HF刀杆能够实现每转速度达2.0mm的大进给车削加工。相同形状和尺寸的刀片都可以在这两种主偏角刀杆上使用(图4)。

图4 泰珂洛TurnTen-Feed使用示意
泰珂洛同时展出了新一代的钢件车削加工CVD材质T9200系列,目前该系列材质包括T9215和T9225两种涂层,此次升级进一步提升了该系列材质的产品性能和市场竞争力。T9215材质结合了厚度均匀的Al2O3层和硬陶瓷层,比传统的TiN涂层具有更高的硬度。这些特性在提高耐磨性的同时也提高了钢件车削加工的生产效率。泰珂洛特殊的后处理技术PremiumTec提高了加工稳定性,并有助于防止涂层中微裂纹的产生和扩展,避免导致灾难性的刀片失效。
T9215系列产品包括泰珂洛标准刀片以及用于钢件车削的TSF、TM和TH共3种断屑槽的ISO-EcoTurn经济型刀片,该材质共有349种刀片。而新的T9225刀片材质加入了泰珂洛早已成功的T9215阵容,以补充用于钢件车削的T9200 CVD 材质系列。T9225具有无与伦比的耐磨性和出色的刃口韧性,适用于市场上所有P25钢件的车削应用。
二、铣刀
1. 山特维克可乐满钛合金铣刀CoroMill390
山特维克可乐满展出了仅重50g的3D打印钛合金铣刀CoroMill390。得益于增材制造技术的精确控制,山特维克可乐满重新设计并优化了这种超轻的刀体。在保证足够刚性的前提下,尽最大可能去除多余的材料,达到减少重量的目的。本次展出的CM390仅重50g,约为同尺寸钢制刀体重量的1/7,加上3D打印可提供的内部网格化中空结构,成就了这一难以想象之轻的刀盘。据介绍,这一超轻CoroMill® 390需要与Silent Tools™铣削接杆搭配使用才能发挥最大抑振能力(图5)。

图5 山特维克可乐满钛合金铣刀CoroMill 390及其Silent Tools铣削接杆
轻如鸿毛的刀具搭载减振接杆,成为长悬伸铣削领域近乎完美的铣削解决方案。值得注意的是:无论是钛合金材料、3D打印的刀体还是在钛合金刀体上铣削加工刀片的安装结构(3D打印不包括安装孔、平面、刀片槽和刀片锁紧螺孔等部分),都需要相当高的成本,因此叠加起来整个刀具的成本极高,除了一些特别必要的场合,目前并不推荐不分场合地去选用,需要考虑刀具使用的性价比。
2. 伊斯卡小直径立铣刀NAN3MILL
伊斯卡展出的超小直径可转位立铣刀NAN3MILL(图6),90°主偏角,铣刀直径范围为8-10mm,夹持三角形刀片。铣刀带90°主偏角,前沿的设计能降低切削力,实现轻快切削,提高坡走铣性能。铣刀体表面做了特别的单层硬涂层处理,使排屑流畅,刀体因免于腐蚀及磨损而受到保护。铣刀最大切削深度为3 mm,装夹于铣刀上的单面三角形刀片在径向及轴向形成正倾角,小平面修光刃设计,可以获取良好的加工表面粗糙度。铣刀片由伊斯卡技术前沿的束魔技术(SUMO TEC)合金牌号制成,该技术有助于大幅提高生产率。
铣刀设计的关键要素是找到既能夹持刀片又能防止元件掉落的方法。伊斯卡的新铣刀采用独特的高刚性螺钉头,对铣刀片进行楔形夹紧,在铣刀片的转位操作中无需完全取下夹紧螺钉,对于如此小的元件而言,将其安置于定位槽中至关重要。

图6 伊斯卡小直径立铣刀NAN3MILL
全新NAN3MILL系列设计通常用于整体硬质合金立铣刀的加工场合(如直径8-10 mm)。相比于整体硬质合金立铣刀,可转位铣刀具有更显著的成本效益。对于不同工业领域的生产制造商而言,在小规格、小型零部件及组件加工中,NAN3MILL可转位立铣刀因夹持刀片数量多于一片而能提供加工效率更具吸引力的解决方案。
3. 肯纳新型HARVI™ Ultra 8X玉米铣刀
肯纳金属公司展出的最新款玉米铣刀在测试刀具金属去除率的竞赛中取得领先地位。肯纳金属在使用HARVI™ Ultra 8X玉米铣刀(图7)进行的测试中,对Ti-6Al-4V钛合金材料进行大批量粗加工,仅需一分钟即可完成1000立方厘米(61立方英寸)以上金属去除量。在轴向切深为95mm(3.74in.)、径向切深为20mm(0.78in.)以及进给率为423 mm/min(16.65ipm)的情况下,使用直径为80mm(3.15in.)的HARVI™ Ultra 8X铣刀对航天航空行业中超耐热合金难加工材料进行加工时,连续三分钟进行大切削量加工后,刀具的刚性、强度等性能没有下降,采用的螺栓锥面法兰接口设计和KM4X刀柄可确保更好的稳定性。

图7 肯纳HARVI™ Ultra 8X玉米铣刀
为了实现高金属去除率和极佳的灵活性目标,肯纳金属公司在这款高科技刀具产品上融合了多项创新技术:例如采用双面正角刀片设计(图8),确保最低的单位切削刃成本,同时最多可降低50%的功率消耗;又如采用独特的AlTiN+TiN PVD涂层设计,可以确保很好的抗热裂纹性能,以提供更长的使用寿命;再如独特的BTF46(螺栓锥体法兰)接口系统,与套式接口刀柄系统相比,可提供更为出色的抗弯矩性能;还有HARVI™ Ultra 8X 的可变螺旋角设计,可以避免“振刀”,进一步延长刀具寿命,提高工件加工质量和生产率。而可变螺旋角设计,使用尺寸较小的12mm和10mm刀片,意味着在刀体上可以安装更多刀片。更多刀片可以同时切入工件,意味着在重型切削时,更多刀片可以同时吸收切削产生的冲击力。此外,HARVI™ Ultra 8X高精度内冷喷嘴可将切削液直接引导至最需要切削液的部位,增强型排屑槽设计可以确保最优化的排屑性能,大号M4 Torx Plus螺钉可以确保更好的刀片稳定性等。排屑槽和冷却液喷嘴设计可以确保最佳的排屑性能,这是高金属切除量应用中非常重要的一点,否则在加工过程中会出现切屑卡滞,进而导致刀具的突变失效。

图8 肯纳HARVI™ Ultra 8X玉米铣刀刀片
肯纳展示的KCSM40材质在高温合金材料加工中具有极高的性能。每个刀片有8个切削刃,刀片尺寸范围为内切圆10mm和12mm,并提供8种刀尖圆角尺寸。双面刀片不仅意味着更低的单位切削刃成本,同时也可以采用更高的切削速度和进给率参数。肯纳技术人员认为,因为HARVI™ Ultra 8X提供整体式刀柄设计或“超强”的BTF46接口装置,用户几乎可将这款刀具安装至任何类型的机床主轴上,同时并不会影响其整体刚性。
4. 株钻涂层牌号DW01
株钻还展出了适用于钻削与铣削加工石墨、复合材料的化学气相沉积金刚石涂层牌号DW01,该涂层硬度达8000-10000HV,涂层具有较大的晶粒度(涂层晶粒度3-5μm)和纯度,可以提高刀具的耐磨性。涂层厚度10±2μm,最高使用温度600℃,适用于钻削与铣削加工石墨(涂层与石墨摩擦系数为0.22)、纤维增强复合材料(涂层与碳纤维复合材料的摩擦系数为0.5)、氧化锆义齿等难加工材料。
5. 瓦尔特密齿立铣刀M5130
瓦尔特展出了Xtra•tec® XT系列立铣刀M5130(图9)。经过特殊的设计,这种主要用于立铣(粗铣和精铣)、坡走铣、螺旋插补铣、铣型腔的立铣刀刀片的截面积更大,刀片刀体的接触面积和刀体的支撑都得到了加强,刀齿数也得以增加。更大的刀片尺寸意味着能承受更大的切削力和更大的每齿进给,切削刀片数量的增加又进一步增加了单位时间的进给量,进一步提高了切削效率。

图9 瓦尔特立铣刀M5130结构特点示意
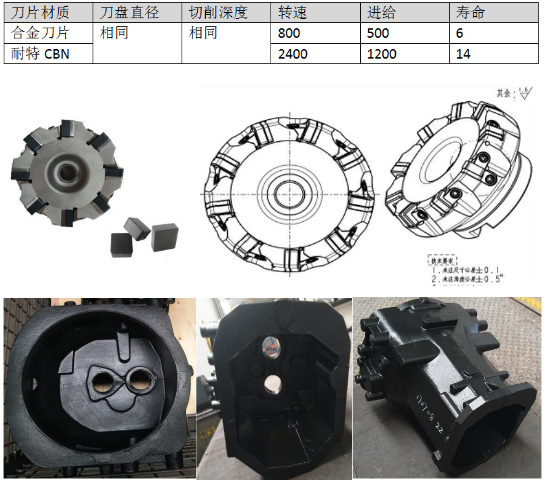
6. 成都邦普快进给切削P110系列面铣刀
成都邦普展出了快进给铣刀及刀片(图10)。据邦普技术人员介绍,其快进给铣刀刀片采用特殊的槽型设计,能在快进给切削时获得更高的金属去除率;刃口经过特殊处理,具有更高的使用寿命;刀片有4个切削刃,更经济适用;通过第二侧面和90°垂直定位方式,使刀片在连续切削中能最大程度地保证加工稳定性。

图10 邦普快进给铣刀及其刀片
7. 黛杰双面赛豹EXSAP/MSX型
黛杰展出了其双面赛豹EXSAP/MSX型立铣刀(图11)。这款刀具的最大轴向切削量为15mm,是应对平面、沟槽、插铣以及倾斜切入加工等用途广泛的多功能可转位刀具。刀片两面使用(共使用4个刃口),经济性更佳。其三维低切削阻力断屑槽形状的设计,可有效抑制切削阻力,实现高效率的粗加工。同时,高精度的外周精磨级刀片结合及外周大圆弧切削刃的设计,在大轴向切深时也能抑制加工面的峰波高度,高效率、高精度地应对半精加工和精加工。刀片材质备有JC8050、JC8118两种,可灵活应对普通钢、预硬钢以及50HRC以下的淬火钢及铸铁、不锈钢等多种被加工材料。

图11 黛杰双面赛豹铣刀及刀片
8. 黛杰“耐勇斯文”可转位球头铣刀
黛杰展出的“耐勇斯文”可转位球头铣刀(图12)是一款能够在模具仿形加工中稳定地完成一般料及堆焊料的粗、半精加工刀具。这种球头铣刀的刀体刀片上设计有独特的异形凸凹键,在牢固地固定刀片的同时还可有效抑制刀片的移位和窜动,刀片重复定位精度高。结合轴向负前角的设计,进一步提高抗冲击能力,能稳定应对各种被加工材料的粗加工到半精加工。刀片的主刃和副刃采用不同的槽型,同时备有较锋利的低阻力型(HM/HS)组合和抗冲击的刃口强化型组合两种槽型组合,刀片材质有JC5240、JC8118两种材质,广泛适用于普通钢、预硬钢以及50-60HRC的堆焊料、淬硬钢和铸铁等被加工材料。

图12 黛杰“耐勇斯文”可转位球头铣刀