(1)切削速度高:用DLS—F立方氮化硼复合片切削球墨冷硬铸铁,可以使用较高的切削速度。刀具几何参数为γ0=-3。,α0=8。,κr=84。,λs=0。,γε=0.6
mm,γ01=6。,bγ=0.3 mm。当Vc=60 m/min,αp =0.3 mm,f=0.22
mm/r时,切削160 min后,后刀面只磨损了0.16 mm。而使用YG6X硬质合金刀具的切削速度只有6.6
m/min,仅为立方氮化硼刀具的1/9。
(2)耐用度高:用德国比尔斯公司生产的立方氮化硼圆刀片,以Vc=40 m/min、f=0.16
mm/r的切削用量加工HRC55的冷硬铸铁,刀具耐用度为500 min,而用陶瓷刀具加工时刀具耐用度只有5
min。立方氮化硼刀具的耐用度是陶瓷刀具的100倍。
(3)加工精度和表面质量好:用硬质合金刀具车削HRC50的表面喷涂冷硬铸铁轧辊,当Vc=20
m/min、αp =0.3 mm、f=0.22 mm/r时,圆度误差高达0.5
mm,表面粗糙度Ra为12.5μm;而使用立方氮化硼刀具车削,切削速度提高了,圆度误差很小,表面粗糙度Ra小于0.8μm。
(4)金属切除率高:用立方氮化硼刀具切削冷硬铸铁轧辊,可以获得极高的金属切除率。例如,当Vc=6l
m/min、αp =/mm、f=0.94 mm/r时,金属切除率达400
cm3/min,刀具几乎没有磨损。
(5)可以代替磨削:ASH离心式泥浆泵是用极耐磨的镍铬白口铁制造的。这种材料极难切削,以前认为只能用磨削加工,但磨削时的高温会使工件产生热裂纹。现在可以采用立方氮化硼复合片以车代磨。这种刀具抗弯强度高,经得起冲击载荷。采用PCBN圆形刀片,粗车时,Vc=55
m/min,αp =3 mm,f=0.25 mm/r;精车时,f=0.2
mm,表面粗糙度Ra为0.8μm。
此外,还可以铣代磨加工镍铬白口铁,也采用圆形带倒棱的PCBN复合片做成铣刀,以Vc=175~225
m/min、αf =0.1~0.25 mm/z、αp =0.5~2.5
mm的用量进行铣削,表面粗糙度Ra可达2~2.5μm。
立方氮化硼刀具切削冷硬铸铁的优势
关键词 立方氮化硼刀具 , 切削|2019-01-02 09:07:29② 凡本网注明"来源:XXX(非金刚石刀具网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020
延伸推荐

国机精工:2022年归母净利润同比增长83.14%,切削刀具用复合超硬材料销量大幅减少
国机精工4月12日公告,2022年,公司营业收入34.36亿元,同比增长3.25%;归属于上市公司股东的净利润2.33亿元,同比增长83.14%;基本每...
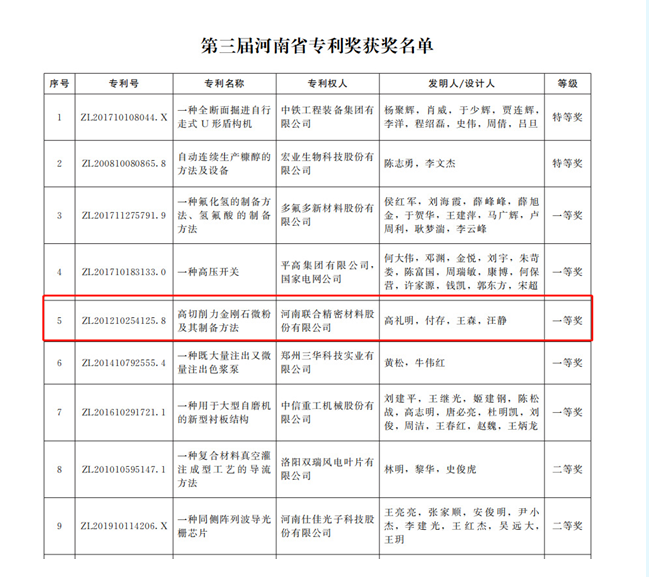
喜讯!高切削力金刚石微粉及其制备方法荣获第三届河南省专利奖一等奖
近日,河南省人民政府印发《关于第三届河南省专利奖励的决定》(以下简称《决定》),中国超硬材料网记者梳理发现,河南联合精密材料股份有限公司的《高切削力金刚...
沃尔德精彩亮相苏州切削工具及装备展览会
2021中国(苏州)切削工具及装备展览会于11月2日在苏州国际博览中心开幕,北京沃尔德携其重磅产品亮相展会,吸引了众多专业观众的注意。工具技术作为本届展...

四方达&WWSA | 强强联合!助力北美金属切削PCD业务发展
河南四方达超硬材料股份有限公司与美国公司WorldwideSuperabrasives,LLC(简称WWSA)签订经销协议,正式授予WWSA为四方达金属...
一文了解立方氮化硼刀具材料的种类、性能和特点及刀具应用
一.刀具材料应具备基本性能刀具材料的选择对刀具寿命、加工效率、加工质量和加工成本等的影响很大。刀具切削时要承受高压、高温、摩擦、冲击和振动等作用。因此,...
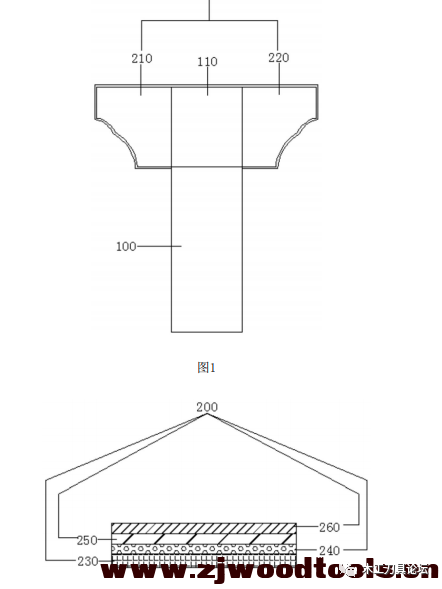
一种定制家具超硬切削刀具
本实用新型公开的属于切削刀具技术领域,具体为一种定制家具超硬切削刀具,包括刀头和切削部,所述刀头的顶部设置有固定件,所述固定件上设置所述切削部,所述切削...

2020年H1中国金属切削机床累计产量突破20万台
据国家统计局统计数据显示,2019年全年中国金属切削机床产量达到了41.6万台,累计下降18.8%。截止至2020年6月中国金属切削机床产量为4.5万台...

PCBN刀具切削堆焊钴基合金的试验研究
堆焊钴基合金具有良好的耐磨性、耐高温和耐腐蚀性,因而广泛应用于对表面质量有特殊要求的工件中。对于一些特殊类别的零部件(如石油、钢铁等工业领域中的密封阀门...
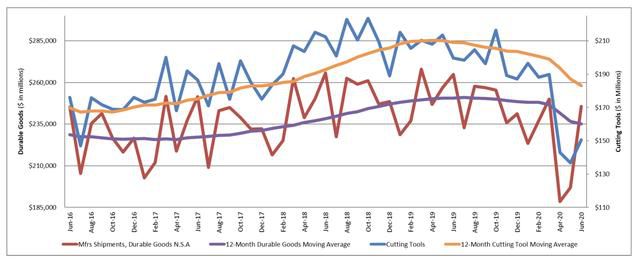
美国切削工具6月份订单较上月增加10.1%
根据美国切削工具协会(USCTI)和AMT美国制造技术协会的数据,2020年6月,美国切削工具的总消费额为1.506亿美元。根据参与切削工具市场报告合作...
2020年6月辽宁省金属切削机床产量及增长情况分析
据中商产业研究院数据库显示,2020年6月辽宁省金属切削机床产量增长,2020年6月辽宁省金属切削机床产量为0.26万台,同比增长52.94%。2020...