铰刀与镗刀的的区别
绞刀是用螺旋型刀片或带齿刀片组成球冠状滚切泥层的机械松土器。具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具,具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔,使用于扩孔后有0.3MM左右余量的,对孔光洁度要求较高,直线度要求较低的孔类加工。 镗刀加工精度取决于机床,光洁度取决与工人技术水平。可以用于对孔的直线度要求较高的活。
并且每把铰刀都是在同一园柱面上分布多刀多刃,每把铰刀都只有固定的孔径加工范围,分手用和用。而镗刀虽可有多刃,但只有一把刀,它的可加工尺寸范围没有限度。也可以理解为用镗刀钻的孔壁光洁度没有绞刀好。用绞刀,直线度没有镗刀好。也就是说如果钻孔时孔斜了,绞刀修正不过来,镗刀却可以修正过来。
铰刀的规格
铰刀结构大部分由工作部分及柄部组成。工作部分主要起切削和校准功能,校准处直径有倒锥度。而柄部则用于被夹具夹持,有直柄和锥柄之分。
铰刀按使用方式分为手用铰刀和机用铰刀;按铰孔形状分为圆柱铰刀和圆锥铰刀;铰刀的容屑槽方向,有直槽和螺旋槽;常用的材质为高速钢和硬质合金镶片。
按不同的用途铰刀可分许多种,因此关于铰刀的标准也比较多,我们较常用的一些标准有GB/T1131手用铰刀,GB/T1132直柄机用铰刀,GB/T1139直柄莫氏圆锥铰刀等。
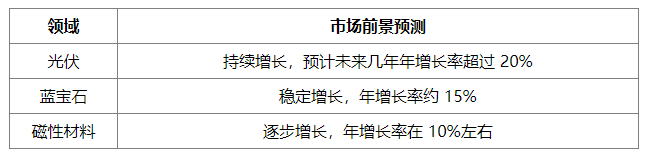
铰刀的直径及其公差
铰刀直径公差直接影响被加工孔的尺寸精度、铰刀制造成本和使用寿命。铰孔时,由于刀齿径向跳动以及铰削用量和切削液等因素会使孔径大于铰刀直径,称为铰孔“扩张”;而由于刀刃钝圆半径挤压孔壁,则会使孔产生恢复而缩小,称为铰孔“收缩”。
实验表明用高速钢铰刀铰孔一般发生扩张,用硬质合金铰刀铰孔一般发生收缩,铰削薄壁孔时,也常发生收缩。
铰刀的公称直径等于孔的公称直径。铰刀的上下偏差则要考虑扩张量、收缩量,并留出必要的磨损公差。若铰孔发生收缩现象,则设计及制造铰刀的最大、最小极限尺寸分别为:domax=dωmax+Pamin(6-3)、domin=domax-G(6-4)。
铰刀的齿数及齿槽分布
铰刀的齿数影响铰孔精度、表面粗糙度、容屑空间和刀齿强度。其值一般按铰刀直径和工件材料确定。铰刀直径较大时,可取较多齿数;加工韧性材料时,齿数应取少些;加工脆性材料时,齿数可取多些。为了便于测量铰刀直径,齿数应取偶数。在常用直径do=8-40mm范围内,一般取齿数 =4-8个。铰刀刀齿沿圆周可以等齿距分布,也可以不等齿距分布。为了便于制造,铰刀一般按等齿距分布。
手工铰孔时注意事项
1、工件要夹正,铰削过程中,两手用力要平衡。
2、铰刀退出时,不能反转,因为铰刀有后角,铰刀反转会使切屑塞在铰刀刀齿后面和孔壁之间,将孔壁划伤,同时铰刀易磨损。
3、铰刀使用完毕,要清擦干净,涂上机油,装盒以免碰伤刃口。
4、机铰时注意铰削速度和走刀量。
5、铰削中,必须采用合理的冷却润滑液。
6、手用的导锥锥度较小,前角、后角较小,刃口较锋利,一般刃带较窄,或导锥处干脆没有。