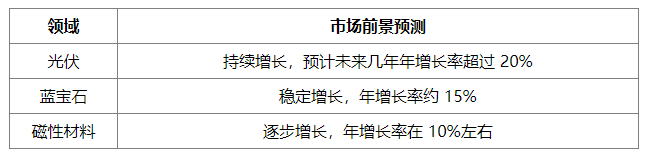
图 1 多晶金刚石刀具的制作工艺流程
多晶金刚石刀具的制作工艺流程如图 1 所示。多晶金刚石工具的制造过程主要包括多晶金刚石微粉的制造和分选,多晶金刚石复合片的合成、研磨与切割,以及多晶金刚石刀片的焊接和刃磨。
制造复合片
多晶金刚石复合板是通过将人工合成的金刚石颗粒/ 粉末与金属粘合剂(如 Co,Ni 等)以一定比例混合并在高温和高压(一千到两千摄氏度,五万到十万个大气压)下烧结而制备的。在烧结过程中,粘接剂熔化,形成以铁(Fe),钴(Co),镍(Ni)等为主要成分的金刚石晶体之间的键合桥,金刚石晶体以嵌入桥的形式嵌入到键合桥的骨架中。对于烧结复合板,仍然需要根据需要进行研磨和抛光以及其他相应的物理和化学处理。
多晶金刚石复合刀片的切割工艺
多晶金刚石复合板材硬度高,因此后续切削加工必须采用特殊加工方法,如线切割加工法(Wire cut Electrical Discharge Machining,简称 WEDM),电火花加工法(Electrical Discharge Machining,简称 EDM),超声波加工法(Supersonic Machining,简称 SM),激光加工法(Laser Processing,简称 LP),高压水射流加工法(High-pressure Waterjet Machining,简称 HWM)等工艺。
在上诉五种加工方法中,电火花加工法(ElectricalDischarge Machining,简称 EDM)效果更好。由于多晶金刚石中存在键合桥,因此在导电工作流体的条件下通过使用脉冲电压将电极金属附近的工作流体形成为放电通道。局部产生放电火花,瞬时高温使多晶金刚石的特定部分熔化并脱落,从而形成各种形状的所需坯料,例如三角形或矩形。EDM-多晶金刚石复合板的效率和表面质量受诸如金刚石的粒度,多晶金刚石复合板的层厚度和电极质量等因素的影响。
多晶金刚石复合刀片的焊接工艺
大多数多晶金刚石复合板和刀体被钎焊,并且多晶金刚石复合板被焊接到硬质合金基板上。焊接方法主要包括激光焊接,真空扩散焊接,真空钎焊,高频感应钎焊等。目前,由于高频感应加热钎焊成本低,它被广泛用于多晶金刚石刀片的焊接。
在多晶金刚石复合与硬质合金基体的焊接过程中,对焊接后刀具性能影响较大的因素有:焊接温度、焊剂的选择等。在焊接过程中,控制焊接温度非常重要。另一方面,如果焊接温度太高,则多晶金刚石复合片材容易被氧化并进一步石墨化,导致“过度烧蚀”,这会影响多晶金刚石复合片材和硬质合金基材的可焊性。传统的手工焊接方法生产效率低,产品质量不稳定。现如今,多晶金刚石复合片与硬质合金基体的焊接多采用自动高频焊接工艺,焊接效率高、产品质量一致性好。
多晶金刚石刀具的刃磨工艺
多晶金刚石复合材料叶片的硬度非常高,因此其去除率极低,约为硬质合金去除率的千分之一甚至万分之一。因此,多晶金刚石工具的锐化过程主要通过使用树脂结合金刚石砂轮或陶瓷结合金刚石砂轮来进行。由于树脂结合剂金刚石砂轮和陶瓷结合剂金刚石砂轮的磨料也是金刚石颗粒/粉末,与多晶金刚石刀具相同,因此其磨削规律比较复杂。
用于树脂或陶瓷粘结选择的砂轮应根据磨床的类型和加工条件。由于电火花加工技术不受接地工件硬度的影响,因此用电火花磨削技术研磨多晶金刚石具有更好的研磨效果。某些复杂形状的多晶金刚石刀具(如木工刀具)的磨削,不能采用传统的金刚石砂轮磨削的方式,仅能采用这种适合复杂形状的电火花磨削的工艺具。随着多晶金刚石刀具应用的不断推广,以及电火花磨削技术的发展,电火花磨削(Electrical Discharge Grilling,简称 EDG)技术将成为多晶金刚石刀具磨削的一个趋势。