摘要 肯纳金属:CN110370104A:制造切削刀具的方法和切削刀具(公开日2019.10.25)该发明涉及一种切削刀具,尤其是钻头,以及一种制造这种切削刀具的方法。该发明的目的是可在...
肯纳金属:CN110370104A:制造切削刀具的方法和切削刀具(公开日2019.10.25)
该发明涉及一种切削刀具,尤其是钻头,以及一种制造这种切削刀具的方法。该发明的目的是可在切削刀具上形成改进的修磨区,然后即可使得切削刀具在工作过程中具有更好的切削特性。
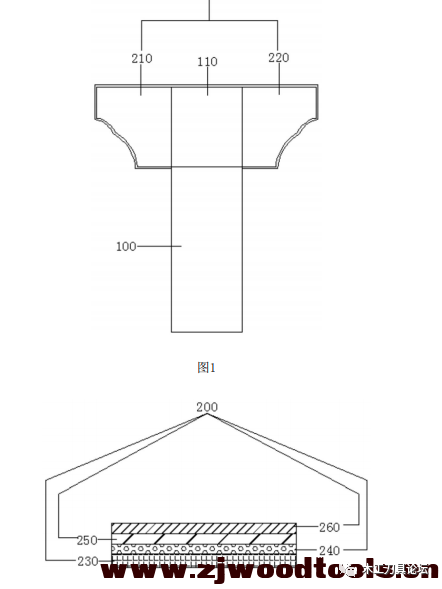
为达到上述目的,该发明所述切削刀具(2),如图1所示,尤其是钻头,-所述切削刀具在前面具有正面(F),并且在后面具有背面(R),-其中在所述正面(F)形成刀尖(6),-其中在所述刀尖(6)上磨削修磨区(4),-以恒定的修磨角(AW)磨削所述修磨区(4),-其中所述修磨区(4)具有底部(42),-其中与底部(42)相隔恒定距离向前磨削所述修磨区(4)的幅度窄于向后。
该发明的有益效果:凭借修磨区的特殊几何形状显著改善切屑形态,并且也改善切削刀具工作过程中的排屑。由于扩宽修磨区,一方面可以向后提供增大的切屑形成空间,另一方面可以避免横刃过度向前变窄,从而使其具有相应的稳定性。向后增大的修磨区因此有利于在尽可能稳定的横刃和尽可能最佳的切屑形态之间实现尽可能最佳的折衷。
另一个优点尤其是现在也能使用较小的磨具,也就是磨削宽度比以前更小的磨具。由于向前仅需很小的修磨区宽度,并且向前的宽度因为扩宽而有利于与向后的宽度分开,因此适宜在前面选择比平常更小的宽度,然后使得修磨区向后扩宽到常见宽度。修磨区的常见宽度取决于切削刀具的直径,并且优选在直径的5%至20%之间。修磨区在后面优选以1.1和2.5之间的倍数宽于前面,就是说修磨区具有1.1和2.5之间的扩宽倍数。

图1 具有修磨区的切削刀具透视图

图2从前面观察切削刀具