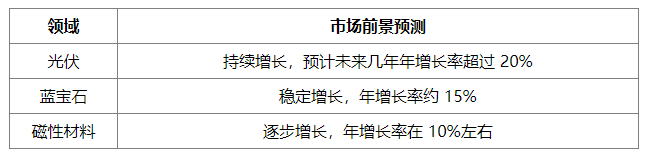
HIPIMS PVD涂层可转位刀片
更小、更轻——各个不同行业都朝着小型化或者轻量化的方向发展。对于机械工程及其供应商来说,这种趋势给金属加工带来了全新的挑战。瓦尔特公司于2017年推出HIPIMS PVD刀具材料,为其客户提供了这一应用领域的解决方案。
超硬、但又特别有韧性的材料(如航空航天工业中洛氏硬度HRC42的Inconel 718DA,或医疗和食品工业中的Ti-6Al-4V)在ISO车削过程中对可转位刀片要求很复杂。这是因为难加工材料具有很高的粘附趋势,尤其是当它们的镍(Ni)含量比较高时。这种趋势会导致切屑粘附并堆积在刀刃上,从而影响尺寸稳定性和表面质量。我们必须承认,到目前为止,刀刃的磨损总是比较快,尤其是在加工高强度材料的情况下。
创新的涂层技术确保最佳性能
瓦尔特是为数不多的具有独立生产新的PVDHIPIMS工艺、并通过专门的PVD开发团队不断拓展应用可能性的可转位刀片制造商之一。
这种涂层工艺对具有极其锋利槽型的可转位刀片,例如FN2或MN2“铝加工槽型”非常有益,主要是因为它能形成极其稳定的切削刃。即使在高负荷加工下,涂层也不会剥落,刀刃也不会断裂。此外,高的刃口稳定性还能确保刀刃受到的磨损小而且均匀。均匀的磨损甚至能够保证即使刀片即将到达最终寿命也能维持尺寸稳定性和工件表面质量。HIPIMS工艺的另一个优点是涂层非常光滑,非常适合加工粘性如铝合金等材料;对机加工过程中易于粘附在刀刃上的材料也能够做到可靠切削。
刀具寿命长
在洛氏硬度为54的工具钢X40CRMoV5-1(DIN1.2344)上进行精加工时,刀具寿命可以延长275%。整个刀具寿命期间均可达到Ra0.8 µm的表面值,工艺可靠。另一项应用是用新的WSM01精加工Inconel718DA,加工时间达到18分钟。相比之下,原等级的WXN10只能达到9分钟。此外,在整个刀具寿命期间,表面质量均良好,维持在Rz2µm到Rz 4µm之间。

图1:表面对比
说明:采用HIPIMS PVD工艺生产的表面非常光滑,减小了摩擦,因此刀刃上的积屑瘤和热量产生也得以减少。
上图:标准PVD工艺:液滴明显
中图:HIPIMS PVD工艺(WNN10):非常光滑的表面
下图:HIPIMS表面与发丝表面的直接对比

图2:Inconel 718 DA – 40 HRC的精加工
说明:在切削参数相同的情况下,新的HIPIMS PVD涂层DCGT11T304-FM2 WSM01可转位刀片,相比于DCGT11T304-PF2 WXN10可转位刀片,将刀具寿命从9分钟延长至18分钟,并且在整个刀具寿命期间,表面质量始终维持在Rz 2和Rz 4之间。

图3:瓦尔特 MS3 WSM01和MN2 WNN10可转位刀片
说明:瓦尔特 HIPIMS PVD材质WNN10和WSM01表面非常光滑,同时具备出色的涂层附着与极高的硬度。