引言:我国超硬刀具材料的研究与应用开始于70年代,并于1970年在贵阳建造了我国第一座超硬材料及制品的专业生产厂—第六砂轮厂,从1970~1990年整整20年中,超硬材料年产量仅从46万克拉增至3500万克拉。90年代前后不少超硬材料生产专业厂从国外引进了成套的超硬材料合成设备及技术,产量得到迅速发展,至1997年我国人造金刚石年产量就已达到5亿克拉左右,CBN年产量达800万克拉,跃居世界上超硬材料生产大国之首。
对于超硬材料行业来说,河南一直都有着领航者的作用。超硬材料企业在河南的发展可谓是枝繁叶茂,特别是近些年来,随着我国经济化水平的不断提高,超硬材料也呈现出一片欣欣向荣的景象。企业实力不断增强,企业规模不断壮大。河南超硬材料企业创造的产值占全国同领域产值的50%以上,占河南省的60%以上。可以说,自1963年我国第一颗人造金刚石在河南省诞生以来,河南便成了我国超硬材料研究开发中心和技术人才的辐射源。以其独特的中原文化之风采吸引着众多中外客商。与其它产业比较,超硬材料在国民经济中的分量并不大,但在经济发展过程中发挥着不可替代的作用。可以说,超硬材料行业虽小,却属于强势行业。
据不完全统计,全省大概有200余家超硬材料及制品生产企业。这些企业大部分分布在郑州市高新区超硬材料及制品产业园和郑州经济技术开发区。2008年,郑州超硬材料实现销售收入39亿元,工业增加值12.8亿元,利税10.5亿元。
河南超硬材料研究所及超硬材料协会针对河南超硬材料行业现状作出以下发展目标:
1、明确发展目标
我们以为,首先应有一个明确的目标。目标是获得成功的基石,是成功路上的里程碑。没有明确的目标,没有目标的努力,显然如竹篮子打水,终将一无所有。有了目标,人们才会下定决心攻占事业高地;有了目标,深藏在内心的力量才会找到“用武之地”。若没有目标,绝不会采取真正的实际行动,自然与成功无缘。一个企业能否成功,确定目标是首要的战略问题。
那么,超硬材料工具发展目标是什么? 发展超硬材料工具的目标或努力方概括起来应是:满足环境保护的需要、满足节资节能的需要、满足高效加工的需要、满足高精加工的需要、满足特殊功能的需要。只有这样才能创造出一个科学技术高度现代化、精神文明与和谐的社会,而充分发挥作为材料之王的作用。具体来说:
1.1.建立高素质的研发团队与实验中心。
1.2.培育有专业特色的生产基地。
1.3.扩大绳锯的品种规格,扩大应用范围,进一步提高产品质量,向更专业化的方向发展。
小直径绳锯(Ф8mm以下的串珠)是提高绳锯切割效率、节省能源和成材率的有效途径,为多绳大板切割机的应用和发展提供了有力支持;绳锯专用钢丝绳国产化是当务之急,国产绳锯使用进口钢丝制造,而进口钢丝绳价格是国产钢丝绳的10倍;加快金刚石绳锯制粒技术的研究;尽快研制金刚石绳锯专用预合金粉;加快开采绳锯机相关设备的研制步伐,提高绳锯开采的配套水平。
1.4.金刚石工具制造业的重心正在经历由制造费用昂贵的欧、美国家向原材料、劳动力成本相对低廉的中国和韩国转移,基本完成。中、高档专业产品生产向亚洲的转移已开始启动。未来几年里专业金刚石工具生产将迎来这一转移高峰期,也是中国厂家面临“跨越式发展”的历史机遇[1]。
1.5.电子信息产业在全球按摩尔定律高速发展,在我国国民经济中电子信息产业已成第一大支柱产业,而电子信息产业的基础产业是集成电路(IC)产业,目前95%以上半导体器件和99%只以上的集成电路(IC)是用硅材料制成的,因此,硅材料生产及其加工在半导体和集成电路生产中具有重大作用与地位。
20世纪末,世界上共有芯片生产线949条,我国仅25条,占世界的2.6%。2000年世界半导体行业销售总额达2221亿美元,而我国仅有31.3亿美元,为世界销售额的1.4%。与我国作为一个经济稳步快速发展大国的地位极不协调。规划到2010年我国集成电路产量要达到500亿块,其销售额超过2000亿元,中国占世界市场的份额为5%,满足国内市场需求达50%。这一形势促使我国半导体集成电路行业发展提供了极大的市场与前景。
为满足芯片微型化、高密度化、高速化、高数字化和系统集成化的要求,对芯片直径、平坦化、线宽和金属互连层数提出了更高的要求,这样对晶片的精密加工提出了更高要求。
硅片属于非常坚硬的硬脆材料,又是良好的半导体材料,故在芯片加工中,在不同环节必须多次使用金刚石工具进行高精密加工,这给金刚石工具制造者提出了新的任务、新的课题、新的方向。对于我国金刚石工具制造业来说,积极研究半导体硅材料加工用超精密金刚石工具是极其难巨而重要的任务,国内市场潜力巨大,但任重道远。
半导体加工用金刚石工具属于高精度加工工具,采用超细金刚石,超薄的切割刃,超高转速磨削与锯切,要求加工精度高。因此,制造难度大,技术门槛高,目前主要为国外金刚石工具制造商所控制[2]。
1.6. 开发高效、高精加工用磨具与刀具。
PcBN是模具、航天航空、汽车业高效、高精的最有潜力的刀具材料。
PcBN刀具适用于有色/黑色金属及其合金的切削加工:目前,广泛用于淬火钢、冷硬铸铁、热喷涂材料、纯镍等难加工材料和精密加工中。
PcBN立铣刀高速铣削HRC60以上的高硬钢时,可实现超过2000m/min的超高速高精切削。
意大利SAID公司认为,现代刀具制造技术正迎来一场深刻的、革命性变革。精密五轴数控工具磨床和磨削中心的采用和普及,为新世纪机械制造业对高精密、高效率刀具的广泛需求提供了答案,也给世界砂轮制造业带来了空前的机遇与挑战。
PCD是加工石墨、合成材料等非金属难加工材料唯一适用的高效刀具。
2、把握发展趋势
2.1.随着经济全球化进程的不断推进,世界制造业中心向中国以至亚洲转移,欧美的磨具生产商和销售商正在把目光投向亚洲市场。
2.2.超硬材料及制品技术创新的方向应围绕世界制造技术发展的四大趋势“绿色制造、与高新技术相融合、基于网络的制造技术、极端制造”。
2.3.我国的磨料磨具新产品开发应该注重市场需求、技术需求,围绕磨削技术的发展方向,做好产品开发的定位,配套高水平的数控磨床、复合机床和加工中心,围绕“高速、精密、柔性、复合、环保”的方向进行新产品开发。
2.4.应考虑节能(锋利性好的磨具)、降耗(使用寿命长、高速、高效磨具)和环境保护(如多研制一些无冷却液磨削的磨具),积极应用其他领域的新技术、新工艺来提高磨具产品的质量水平和技术水平。
2.5.高品级PCBN与PCD的“四化”
2.5.1.规格尺寸日益大型化。目前,国外最大的金刚石复合片的直径已超过100mm,投放市场的主流产品的直径为60~80mm。
国外一直在努向大直径圆形复合体,再切割成各种所需形状和尺寸的刀片,这给制造者和用户均带来极大的方便。复合体直径越大,不仅单位面积产品成本降低(如进口Ф50.8mm产品的单位面积售价仅为Ф13.2mm的67%),而且由于大部分刀片以直线为棱边,片径越大,切割分离损失的周边部位弓形面积比例越小,即材料利用率越高,进一步降低了最终使用成本,这就必然使其具有更强的市场竞争力。直径的大小,决不是一个尺寸问题,直径本身就是一个综合技术水平的标志,需要解决一系列技术上的难题,包括设备的大型化问题。因而可以说向大直径发展是中国PcBN材料研究领域及行业技术持续进步的一个带有方向性的课题。
2.5.2.晶粒细化、质量优化、性能均一化。现在发展到使用2μm甚至0.5μm以下的金刚石。元素六公司提供的直径70mm产品的中心点与边缘点耐磨性和耐热性指标的偏差控制在30%范围内,基本上均匀一致。
2.5.3.形状、界面结构多样化。
2.5.4.产品品种系列化。发达国家的PcBN产品,已形成多个系列上百个品种,而国内PcBN产品尚未形成系列产品,可供刀具制造业使用的产品非常少,很难适应市场需求。国外PcBN的供货规格一般为Ф50mm以上,PcBN最大规格达Ф101.6mm;国内已开发出Ф33mm的产品,但供应市场的主要还是片径为Ф10mm、Ф12mm、Ф14mm的产品。
如所周知,PcBN刀具刃口质量的好坏直接影响到PcBN的使用效果,而PcBN组织结构的不均匀将直接影响PcBN刀具刃口的质量,最终反映为PcBN切削性能的不稳定。国外PcBN合成一般使用单粒度的cBN微粉和粒度很细的结合剂,结合剂在PcBN中基本以网状结构分布,不仅提高了PcBN的导电性能,易于切割,更重要的是PcBN组织结构的均匀,综合切削性能良好。
国产PcBN普遍存在“硬度有余而韧性不足”的问题,这主要是国产PcBN生产一般使用高cBN含量的配方及合成时间过短有关。国外PcBN合成时间一般较长,观察显示,其PcBN中cBN颗粒部分实现了直接结合,因而达到了硬度与韧性的同时兼顾。
产品质量不稳定是国产PcBN存在比较突出的问题,也是行业中一直未能得到很好解决的问题,这个问题的存在严重阻碍了国产PcBN的快速推广应用,致使大量国外PcBN产品进入国内市场[3]。
PCD刀具在木材加工工业中的潜在市场很大。
2.6. 某所针对硅片超精密加工技术的发展趋势,开发拥有自主知识产权的硅片超精密加工磨削用金刚石砂轮,对提高我国超精密磨具的制造水平和超精密磨削技术,结束我国半导体行业使用金刚石制品全部依赖进口的现状,促进该行业的国产化进程,缩小与国际先进水平的差距,均有重要意义。
2.7 高速砂轮的开发
目前,在实际应用中,磨削速度在100m/s以上的磨削被称为高速磨削[10]。高速磨削是一种集高效、优质于一身的先进制造技术。与普通磨削相比,高速磨削具有以下优越性[4~7]:
(1).材料去除率高,加工效率高;
(2).磨削力和工件受力变形小,加工精度和加工质量好;
(3).砂轮磨损减少,寿命提高;
(4).可实现硬脆性和难加工材料的高性能加工。
因此,德国着名磨削专家T.Tawakoli博士将其誉为“现代磨削技术的最高峰” 。
国际生产工程学会(CIRP)将他定为21世纪的中心研究方向之一。
高速磨削可以大幅度地提高生产效率和加工质量并降低成本,德国、美国、日本等国家已经把该技术应用在航空、汽车、模具等领域。超硬磨料砂轮已经在高速磨削中得到广泛应用,带来了巨大经济效益。其中,钎焊超硬砂轮是一种很好的具有发展潜力的新型高速砂轮,若能使其产业化,将大大推进高速磨削技术的应用。
2.8 超硬材料砂带
砂带作为一种柔性磨削工具,与固结磨具砂轮相比,具有磨削热量小、磨削效率高以及形状保持性好等优点。西方发达国家从对人体健康和环保的目的出发,已经兴起使用超硬材料砂纸、砂带等涂附磨具取代刚玉、碳化硅等普通磨料涂附磨具。超硬材料制作的砂布、砂带等涂附磨具,在使用中不但寿命长且粉尘极少,符合对人体健康和环保越来越严格的要求。
随着现代机械加工工业的不断发展及各种新型材料的不断出现,对制品、零件的加工精度和表面粗糙度的要求越来越高,这就要求相应的先进的磨削技术和磨具,尤其是涂附磨具向更高效、高寿命和超精密的方向发展。
专用布基的研究,应用聚脂布作为超硬砂带基材,能充分发挥超硬磨料耐磨性高、保形性的特点,使加工精度、表面粗糙度达到很好的效果。因此,聚脂纤维布基应用于超硬材料砂轮是未来发展的一个趋势。有用吗不错补水面霜排行榜瘦腿25岁用什么眼霜好日霜隔离哪个好祛斑什么牌子的眼线笔眼线液眼线胶好用
由于其较普通布基价格昂贵很多,因而找到能替代聚脂纤维布且价格相对较低的新布基应用于超硬材料砂带的生产实践使之达到高效、超精密,是将来的研究方向之一。
现代材料加工总体朝着高精度、高效率和专用的方向发展,特别是在国工业、集成电路、信息技术产业等领域,精密和超精密磨削加工对提高产品性能具有很大作用。因此,研制精密与超精密磨削专用超硬材料砂带必然是未来的主要研究方向。
2.9 陶瓷结合剂超硬磨具
如果说普通磨料磨具是工业的“牙齿”,他们的使用标志着一个国家工业化水平的话,那么,超硬磨具的使用,可以说是一个国家工业化发达水平的标志。
近年来,在一些发达国家陶瓷结合剂磨具的发展非常迅速,其发展速度远远超过树脂结合剂和金属结合剂,具体表现在产品的系列化、品牌化和普及化,陶瓷结合剂cBN磨具已普遍使用,陶瓷结合剂金刚石磨具也得到了快速发展,使我们看到了陶瓷结合剂超硬磨具应有的光明前途。
超硬材料的应用比例在不断增大,应用领域在不断扩展,超硬磨具取代普通磨具的趋势越来越明显,越来越快。超硬磨具中树脂结合剂仍占主导地位,但陶瓷磨具比例在明显上升。超硬磨具特别是陶瓷超硬磨具迎合了当今机械加工中高速、高效、长寿命、少修整等要求,满足和推动了机械工业不断进步,这是磨具不懈追求的发展方向。
3.0 聚晶金刚石的发展趋势。
(1).规格尺寸日益大型化。目前,国外最大的金刚石复合片的直径已超过100mm,投放市场的主流产品的直径为60~80mm。
(2).晶粒细化、质量优化、性能均一化。现在发展到使用2μm甚至0.5μm以下的金刚石。元素六公司提供的直径70mm产品的中心点与边缘点耐磨性和耐热性指标的偏差控制在30%范围内,基本上均匀一致。
(3).形状、界面结构多样化。
3、抓住发展机遇:
3.1目前,在部分发达国家市政工程施工中已明文规定在高速公路、机场跑道、公共广场修复中必须用金刚石锯片进行切割,这一趋势必将很快向其他国家和地区扩展。
3.2.当前,欧、美等主要发达工业国家的高速公路和机场均有近百年的历史,已进入修补、重建高峰期。而亚洲等新兴发展中国家则正开始高速公路、大型机场兴建的高峰期。这一切都为金刚石工具提供了新的巨大市场需求,预计未来5~10年内年内,金刚石工具的需求将仍保持每年10%以上的速度增长,对金刚石工具制造业来说,未来10年仍将面对巨大的市场空间。
3.3.金刚石工具制造业的重心正在经历由制造费用昂贵的欧、美国家向原材料、劳动力成本相对低廉的中国和韩国转移,其中中、低档的DIY产品转移已基本完成。中、高档专业产品生产向亚洲的转移已开始启动。未来几年里专业金刚石工具生产将迎来这一转移高峰期,也是中国厂家面临“跨越式发展”的历史机遇。
3.4.电子信息产业在全球按摩尔定律高速发展,在我国国民经济中电子信息产业已成第一大支柱产业。而电子信息产业的基础是集成电路(IC)产业。目前,95%以上的半导体器件和99%以上的集成电路(IC)是用硅材料做成的。硅属于非常坚硬的脆性材料,又是良好的半导体材料,故在晶圆(芯片)加工中,在不同的环节必须多次使用金刚石工具进行高精密加工。
3.5.以在世界金刚石工具行业排名的韩国新韩金刚石工具公司为例,2007年其生产销售收入1.5亿美元,其中激光焊接金刚石工具占总收入的55%左右。
3.6.金刚石绳锯是一种柔性切割工具,具有效率高、精度高、有利于环保等优点,不仅在石材行业得到广泛应用,而且在建筑行业也有巨大的潜力。
中国是世界石材大国,石材资源、石材加工、产品消费和国际贸易额均居世界首位。但是,石材开采却十分落后,成材率低、规格小,严重浪费资源、破坏环境,这种状况必须尽快改变。金刚石绳锯开采技术是当今世界石材开采的主流,是石材矿山开采现代化的标志。世界石材荒料生产大国,诸如巴西、印度、西班牙及欧洲各国,其绳锯开采的配套率接近100%,而我国却刚刚起步。
2005年顺应国家对矿山开采提出节约资源、节约能源和保护环境的要求,国产金刚石绳锯和绳锯机成功地开始应用于花岗岩矿山开采,这将给中国落后的石材矿山开采带来飞跃式技术革命,标志着我国将摆脱石材矿山开采长期落后的面貌,就像有关专家所说:“我国石材荒料开采已进入金刚石绳锯时代”。
3.7.未来机械切削加工的主流将是干式切削、硬态加工和高速切削相结合的具有效率高、能耗低、节约资源、减少污染的绿色切削,而聚晶立方氮化硼刀具毪其中扮演着不可缺少的角色。可是,我国高品级的聚晶立方氮化硼刀具仍主要依赖进口。
河南超硬材料研究方向及发展趋势
关键词 超硬材料|2019-01-18 10:37:35② 凡本网注明"来源:XXX(非金刚石刀具网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
③ 如因作品内容、版权和其它问题需要同本网联系的,请在30日内进行。
※ 联系电话:0371-67667020
延伸推荐

4月13日,郑州见!河南工业大学超硬材料产业发展论坛即将启幕
在全球制造业竞争日益激烈的当下,超硬材料作为先进制造领域的关键基础,正深刻推动着“中国制造”向“中国智造”的转型升级。从航空航天领域关键零部件的高精密...
郑州沃德超硬材料:用“硬”实力抢占新“高地”
科技是第一生产力,位于上街区的郑州沃德超硬材料有限公司始终秉承这一理念,持续专注新产品研发和科技创新,特别是近几年来,不断加大研发投入和科研人才梯队建设...

河南省超硬材料领域“十四五”规划教材建设研讨会在河工大召开
为全面提升超硬材料教材编写水平,推动规划教材高质量出版,3月24日下午,河南省第二批普通高等教育“十四五”规划教材重点关键领域之超硬材料系列编写研讨会...

超硬材料产业再添新动能——河南富栊精密超硬材料循环经济产业园项目正式开工
3月19日,河南富栊精密工业有限公司(以下简称“富栊精密”)超硬材料循环经济产业园项目开工奠基仪式在南阳方城先进制造开发区隆重举行。方城先进制造业开发...

河南工业大学超硬材料产业发展论坛邀请函
尊敬的行业同仁:在全球制造业竞争日益激烈的当下,超硬材料作为先进制造领域的关键基础,正深刻推动着“中国制造”向“中国智造”的转型升级......
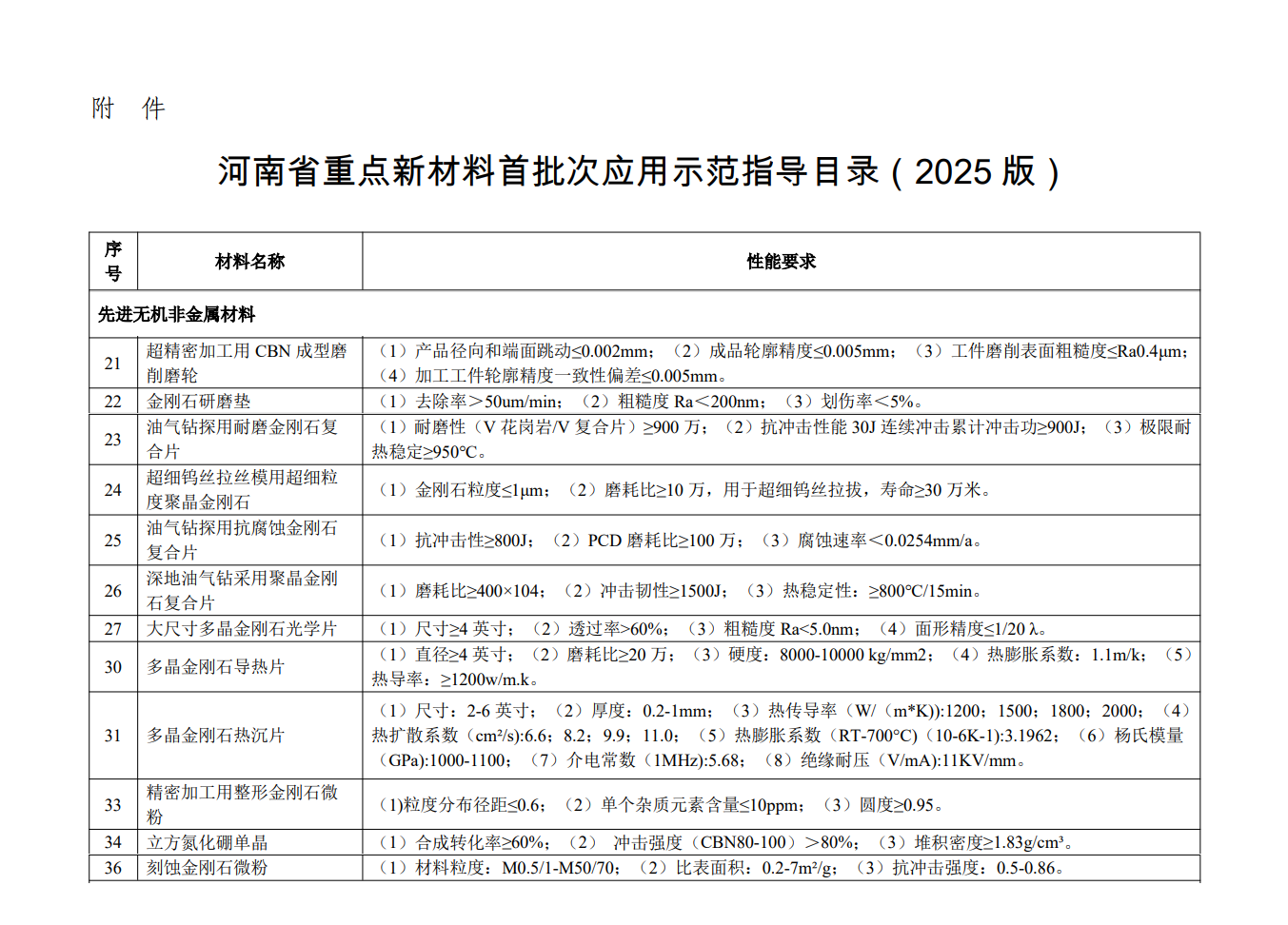
12项超硬材料及制品入围河南省重点新材料首批次指导目录
近日,河南省工业和信息化厅公示《河南省重点新材料首批次应用示范指导目录(2025版)》,共53项,其中“超精密加工用CBN成型磨削磨轮”、“金刚石研磨...

超硬材料专业有岗!河南工业大学2025年博士人才招聘公告
河南工业大学(HenanUniversityofTechnology)位于河南省会郑州市,是一所以工学为主,工学、理学、经济学、管理学、法学、文学、艺术...

河南省质协调研组赴超硬材料企业进行产业链质量提升工作调研
根据河南省市场监督管理局工作安排,超硬材料产业链供应链质量联动提升行动由河南省质量协会承担。省质协组织相关领导及专家组成调研组,于2025年2月28日至...

单崇新:为新质生产力注入人才“活水” 助力超硬材料领域高质量发展
舵稳当奋楫,逐梦惟笃行。随着全国两会胜利闭幕,驻豫全国人大代表和住豫全国政协委员满怀信心、步履铿锵奔赴工作岗位。为深入学习宣传贯彻习近平总书记重要讲话...

国家超硬材料专家团到惠丰钻石指导工作
3月7日下午,风和日丽,天朗气清。国家超硬材料产业基地首席专家、中国机械工程学会金刚石及制品分会名誉主任委员王秦生,原中国磨料磨具协会秘书长、国家重大科...