一、单晶硅和多晶硅的加工
单晶硅与多晶硅
单晶硅是一种比较活泼的非金属元素,这种晶体具有基本完整的点阵结构,是一种良好的半导体材料,纯度能达到99.9999%,主要用于制造半导体器件和太阳能电池等。单晶硅(图1a) 的制造方法通常是先制得多晶硅或无定形硅,然后用直拉法或悬浮区熔法从熔体中生长出棒状单晶硅。 多晶硅( 图1b) 是单质硅的一种形态,熔融的单质硅在过冷条件下凝固时,硅原子以金刚石晶格形态排列成许多晶核,如这些晶核长成晶面取向不同的晶粒,而且这些晶粒结合起来,就结晶成多晶硅。多晶硅是生产单晶硅的直接原料,是当代人工智能、自动控制、信息处理、光电转换等半导体器件的电子信息基础材料。被称为“微电子大厦的基石”。

图1 单晶硅和多晶硅
加工流程单晶硅的加工流程主要包括截断—滚圆—切方—平磨—切片—倒角—磨片—化学腐蚀—抛光等步骤。相比而言,多晶硅没有了切断和滚圆步骤,只需在晶锭制备完成后,切方、切片即可。在整个单晶硅和多晶硅从晶锭到芯片的制备过程中,均需要不同用途的金刚石工具参与加工,如金刚石圆锯片、带锯、 高精度砂轮、线锯、超薄切片等,而且加工的精度要求比较高。
二、蓝宝石加工
蓝宝石成分为Al2O3,莫氏硬度为9,仅次于超硬材料的硬度,由于其优越的透光性能和耐磨性能,大多被用于LED发光组件的基体、光学视窗、高档手表的表壳以及手机摄像头等。蓝宝石具有硬脆的特点, 且价格昂贵,在加工过程中通常要求精度高、加工效 率快、低的材料损失以及洁净的工作环境。金刚石是自然界中硬度最高、耐磨性最强的材料,因此金刚石工具是加工蓝宝石材料的最佳选择。

图2 蓝宝石晶片
加工流程从蓝宝石晶锭到最后的衬底片(图2) ,主要流程包括以下步骤: 长晶—掏棒—滚磨—晶棒定向—切片—研磨—倒角—抛光,每一个步骤均需要配备不同的金刚石工具来完成,主要工具有金刚石套料钻头、 金刚石砂轮、金刚石线锯等。
三、金刚石工具
1.金刚石线锯
目前研究最为热门的就是金刚石线锯( 图3) ,日本的旭金刚石和则武株式会社、法国的圣戈班以及美国的diamond wire tech均在金刚石线锯方面做了大量的研究并相继推出了自己的产品; 国内已经有包括杨凌美畅、长沙岱勒、南京三超、青岛高测等多家规模化生产金刚石线锯的企业,金刚石线锯也广泛应用于单晶硅、多晶硅和蓝宝石的开方与切片,且市场需求量极大,2017 年国内曾经出现一线难求的情况。

图3 金刚石线锯
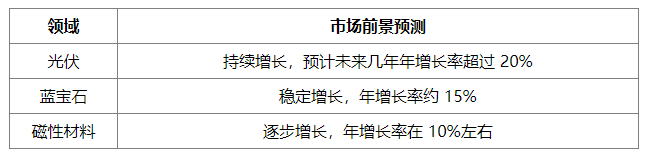
金刚石线锯的参数和应用见表1所示

随着大尺寸硅片和蓝宝石片的应用和发展,金刚石线锯将作为新一代硅片和蓝宝石片的切割工具,其加工表面损伤小、挠曲变形小、切片薄、片厚一致性好,能切割大尺寸硅/蓝宝石锭,省材料、效益高,产量大,效率高,这一系列无可比拟的优点将受到硅片和 蓝宝石加工企业的高度重视。
2.金刚石超薄划片

图4 金刚石超薄划片
超薄划片(图4) 由金刚石和粘结剂组成一个圆环薄片状,厚度在0.015~0.3mm 之间,可分为金属结 合剂刀片和树脂结合剂刀片两种。其中金属结合剂 电镀刀片的厚度为0.015mm~0.1mm,金属结合剂热 压刀片和树脂结合剂刀片的厚度为 0.1mm~0.3mm。超薄划片广泛应用于电子工业对各种硬脆材料进行切割或开槽加工,如硅、锗、磷化镓、砷化镓、磷砷化镓、铁氧体、铌酸锂、钽酸锂、压电陶瓷、光学陶瓷、玻璃等; 具有切割精度高、割缝窄、使用寿命长等特点; 使用时需装在专用设备上,可单刀使用也可多刀同时使用。据资料介绍,世界上超薄划片的年销售额达5亿多美元。目前,该类产品的市场主要被日本、美国等世界领先的公司所垄断。这些公司所生产的刀具性能稳定、规格种类齐全、具有很高的切割精度。我国电子工业正步入一个飞速发展期,对精密切割工具的 需求也进入了高速增长期。但是由于国内该类产品发展起步较晚,其性能还存在诸多的缺陷,不能满足国内市场快速发展的要求,因此每年都要从国外进口大量的各种类型的划片。在国内,对薄型砂轮片进行研究和制造并打入市场的企业很少,因此对超薄划片的研究与开发,具有广阔的市场前景。
3.高精密金刚石砂轮

图5 金刚石砂轮
金刚石砂轮在晶硅和蓝宝石等硬脆材料加工过程中的应用最为广泛,从晶棒的处理到晶片的粗加工进而到精加工等步骤,均要用到不同种类的金刚石砂 轮; 主要包括晶棒滚圆砂轮( 图 5a) 、平面研磨砂轮 ( 图 5b) 、减薄砂轮( 图 5c) 以及抛光砂轮(图5d)等,金刚石粒度从 250#到 8000#均有涉及,胎体材料包括 金属基、树脂基和陶瓷基。 硅片研磨加工的目的是除去切片滚磨造成的锯 痕及表面损伤层,有效改善硅片的翘曲度、平坦度与平行度,达到一个抛光过程可以处理的规格。硅片研磨时,重要的是控制裂纹的大小和均匀程度。单晶硅属于硬脆材料,对其进行研磨,磨料具有滚轧作用和微切削作用,材料的破坏以微小破碎为主,要求研磨加工后的理想表面形态是由无数微小破碎痕迹构成的均匀无光泽表面。研磨加工可使用粒度为350#陶瓷基金刚石砂轮,加工面粗糙度约为0.5μm,砂轮直径通常为 Φ200mm~Φ350mm。抛光的目的是改善单晶硅片的表面微缺陷,以获得极高平坦度、极小表面粗糙度值的晶片表面,要求表面无变质层、无划伤。抛光的方式: 粗抛,去除损 伤层,一般去除量约在10μm~20μm,可用粒度为1000#~2000#的树脂砂轮; 精抛,改善晶片表面的微粗糙程度,去除量为1μm左右,使晶面的粗糙度可达 到 0.3μm,可选用粒度为8000#的金刚石砂轮。
4.高精度套料钻头
套料钻头(图6) 加工对象为蓝宝石等较为贵重的硬脆材料,主要用于表壳、光学玻璃、LED衬底的加工, 钻头的精度要求非常高,具有极高的附加值,而且市场需求量正在逐年增加,具有较为广阔的应用前景。

图6 蓝宝石钻头
套料钻头制造技术包括超薄环状刀头制造技术、 高精度焊接技术以及钻头后续修磨技术; 其中超薄环 状刀头的质量对产品的最终使用性能起着决定性的作用,该项技术包括均匀混料、精细造粒、标准化热压 烧结、脱模等一系列生产工艺和操作标准; 高精度焊接技术是保证钻头同心度和焊接强度的关键步骤,包括焊接面处理、焊接同心调整、标准化焊接; 钻头后续进行修磨的作用是进一步提高钻头的精度。
5.CMP 修整器
随着半导体工业的飞速发展,电子器件尺寸缩 小,要求晶片表面平整度达到纳米级。传统的平坦化技术,仅仅能够实现局部平坦化,但是当最小特征尺寸达到 0.25μm 以下时,必须进行全局平坦化。目前 唯一可以实现全局平坦化的技术为机械化学抛光技术( CMP) ,也就是用化学腐蚀和机械力对加工过程中的硅晶圆或其他衬底材料进行平滑处理。
CMP的工作原理是将硅片固定在最下面,然后将抛光垫放置在研磨盘上,亚微米或纳米磨粒和化学溶液组成的研磨液在硅片表面和抛光垫之间流动; 抛光时,旋转的抛光头以一定的压力压在旋转的抛光垫上对硅片进行平坦化处理。抛光垫属于消耗品,一般由多空性材料的聚亚胺脂材料制造,抛光垫表面必须定期用一个金刚石修整器来修整以提高寿命,这个修整器就是CMP修整器。CMP修整器的作用是扫过垫表面来提高表面粗糙度并除去用过的浆料,修整器包含一个不锈钢盘以及一个镀镍(CVD金刚石层)的金刚石磨粒金刚石磨粒的粒度为20μm左右(图7) 。

图7 CMP修整器
3M 公司占据了CMP修整器的主要市场。抛光垫修整器用于抛光垫的形貌修整,对修整器的研究集中在修整器尺寸、金刚石颗粒粒度、金刚石颗粒密度、排列方式、粘接方式等方面; 其中金刚石颗粒的粘接方式是主要研究内容,要求在保证修整器寿命的同时,不产生金刚石颗粒的脱落,以免造成对晶圆的划伤。